Introduction
Many food & beverage manufacturers, cold storage operators, and chemical processors face a persistent challenge: how to achieve large-scale cooling capacity efficiently when electricity costs are high and production processes generate significant waste heat. In these environments, temperature control is a hard operational requirement — one that directly affects food safety, product quality, and production continuity. Yet traditional mechanical refrigeration systems consume substantial electrical power, often operating alongside processes that reject usable thermal energy to the atmosphere.
Ammonia absorption refrigeration addresses this inefficiency directly. According to the ASHRAE Position Document on Ammonia as a Refrigerant, ammonia-based systems are proven across food processing, preservation, and industrial cooling applications where reliable performance and environmental compliance are non-negotiable.
The regulatory timeline is tightening that decision. The EPA's Technology Transitions Rule sets a GWP limit of 150 for industrial process refrigeration effective January 1, 2026 — putting facilities still running high-GWP HFCs under near-term compliance pressure and accelerating the shift toward natural refrigerants like ammonia.
That's the context this guide is designed for. It explains how ammonia absorption refrigeration works at an operational level, why industrial facilities adopt it, where it fits best, and the conditions under which it may not be the right choice. The content is written for engineers, facility managers, and project planners evaluating refrigeration strategies during greenfield design, capital expansion, or major retrofits.
Summary
- Ammonia absorption refrigeration uses waste heat, steam, or hot water to drive cooling, not electricity
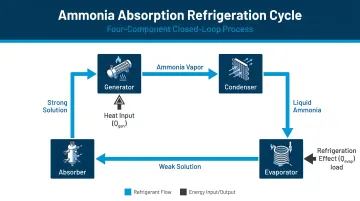
- Four core components make it work: generator, condenser, evaporator, and absorber — with ammonia as refrigerant and water as absorbent
- Common in food processing, brewing, cold storage, and chemical plants with waste heat streams
- Ammonia has zero ODP, zero GWP, and higher efficiency than most synthetic refrigerants
- Requires IIAR 2 compliance, OSHA PSM planning, and site-specific engineering evaluation
What Is Ammonia Absorption Refrigeration?
Ammonia absorption refrigeration is an absorption refrigeration system that uses ammonia's affinity for water at specific temperature and pressure conditions to complete a refrigeration cycle driven by heat rather than mechanical compression. The system continuously removes heat from a controlled space or process stream to maintain low temperatures, using an external thermal energy source instead of electrical power input.
Unlike vapor compression refrigeration — which uses a mechanical compressor to raise refrigerant pressure — absorption systems replace the compressor with a thermochemical process consisting of an absorber, solution pump, and generator. The CED Engineering course (M04-025) confirms: "The basic difference is that an electric chiller employs a mechanical compressor to create pressure differences, whereas absorption chillers use a heat source and do not use a mechanical compressor."
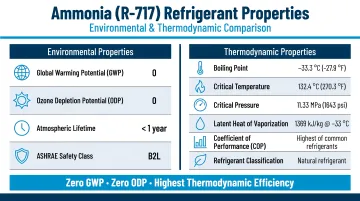
Ammonia (R-717) is classified by ASHRAE Standard 34 as a Group B2 refrigerant (higher toxicity, lower flammability). Its environmental and thermodynamic profile is why it remains the dominant refrigerant choice in industrial applications:
- Zero ozone depletion potential (ODP) and zero global warming potential (GWP), per the ASHRAE Position Document
- Atmospheric lifetime of less than one week — it dissipates rapidly in the event of a release
- Latent heat of vaporization nine times greater than R-12, enabling smaller equipment footprints and lower refrigerant charge
- 3–10% greater thermodynamic efficiency than competing refrigerants, meaning lower electricity consumption — per IIAR
Why Industrial Facilities Choose Ammonia Absorption Refrigeration
The core operational driver is straightforward: many industrial facilities generate significant waste heat from production processes, boilers, or combined heat and power (CHP) systems. Ammonia absorption refrigeration converts this otherwise discarded energy into useful cooling, directly reducing utility costs.
Industrial environments demand large-scale cooling capacity, continuous operational reliability, and refrigerants that hold up against tightening environmental regulations. Ammonia checks all three — and it does so without the regulatory exposure that synthetic refrigerants now carry.
The U.S. AIM Act mandates an 85% reduction in HFC production and consumption by 2036. The EPA's Technology Transitions Rule adds a GWP limit of 150 for industrial process refrigeration systems with charges of 200 lbs or more, effective January 1, 2026. Ammonia's GWP of zero keeps facilities fully compliant with both current requirements and what's coming next.
Without an appropriate industrial refrigeration approach, facilities risk:
- Temperature excursions that compromise product quality and food safety
- Energy inefficiency from oversized or poorly matched mechanical systems
- Non-compliance with HFC phase-down regulations
On the compliance side, ammonia refrigeration operates within a well-established regulatory framework: IIAR standards (particularly ANSI/IIAR 2-2021 for safe system design) and OSHA PSM regulations (29 CFR 1910.119) for facilities above threshold quantities. That regulatory clarity, combined with the HFC phase-down pressure, explains the market trajectory: ammonia holds approximately 37.6% of the global natural refrigerants market as of 2025, with a projected CAGR of 2.5% through 2035.
How Ammonia Absorption Refrigeration Works
The system continuously cycles ammonia through phase changes — from liquid to vapor and back — while water acts as the transport medium, absorbing and releasing ammonia vapor through heat addition and rejection at different pressure levels. A small solution pump is the only moving part.
Two inputs govern the entire process:
- Heat source — typically waste steam, hot water at 180°F–240°F, or a direct-fired burner — drives ammonia out of the water-ammonia solution, which then circulates as a refrigerant while the depleted water returns to absorb more vapor.
- Pressure differentials between the high-pressure side (generator and condenser) and the low-pressure side (evaporator and absorber) govern refrigerant flow. Cooling water rejects heat at the absorber and condenser; the heat source drives regeneration at the generator.
The four core components work as follows:
The Generator
The generator is the starting point: the dilute ammonia-water solution is heated by the external heat source, causing ammonia vapor to boil off at high pressure. A dephlegmator (rectifier) removes residual water vapor before it reaches the condenser.
As the CED Engineering course explains, the rectifier "removes water vapor from the ammonia vapor before it reaches the condenser to prevent water from interfering with the evaporation process and reducing cooling capacity." The depleted weak solution then returns to the absorber via a pressure-reducing valve.
The Condenser
High-pressure ammonia vapor from the generator releases heat to cooling water or ambient air and condenses into liquid ammonia. Liquid ammonia then passes through an expansion valve, where pressure and temperature drop sharply, preparing it for the evaporator stage.
The Evaporator
Low-pressure liquid ammonia enters the evaporator and absorbs heat from the process stream or refrigerated space, evaporating in the process. This phase change is where actual refrigeration — the removal of heat from the target environment — occurs. The ammonia vapor then moves to the absorber.
The Absorber
Low-pressure ammonia vapor from the evaporator contacts the weak water solution, which absorbs the vapor to form a strong ammonia-water solution. This absorption lowers pressure in the evaporator, sustaining the cooling effect.
The strong solution is then pumped back to the generator to repeat the cycle. Because the solution pump moves liquid rather than compressing vapor, it requires far less energy than a mechanical compressor — making the absorption cycle fundamentally different in its energy profile.
Where Ammonia Absorption Refrigeration Is Applied in Industry
Ammonia absorption refrigeration is primarily used in large-scale food & beverage manufacturing (meat processing, dairy, brewing, beverage production), cold storage and distribution warehouses, chemical and petrochemical plants, and district cooling systems where waste heat availability and large cooling loads align.
Colibri B.V., a manufacturer specializing in ammonia absorption refrigeration, documents installations spanning 200 kW to over 10 MW capacity, with cooling temperatures achievable down to -60°C. Documented applications include a 750 kW dairy processing facility in Germany operating at -10°C using hot water heat input, and a 10 MW two-stage chemical industry system at -11°C/+8°C using process gas heat input.
The system is most relevant during greenfield design or major capital expansions when refrigeration system selection is part of integrated facility engineering. It also applies during retrofits when existing waste heat streams are being optimized or when HFC phase-out mandates prompt refrigerant transitions.
Hixson's engineering work across large-scale food & beverage facilities — including the $720 million Maple Leaf Foods poultry processing plant and the Milo's Tea Company manufacturing facility — illustrates how refrigeration system selection is embedded in overall facility architecture and process layout decisions from the earliest design phases.
Trigger conditions that make adoption appropriate:
- Availability of low-grade waste heat (steam or hot water above ~180°F)
- High electricity costs relative to thermal energy
- Large continuous cooling loads (typically above 500 tons)
- Proximity to occupied production spaces where a natural refrigerant with detectable leak characteristics is preferable
For engineers evaluating these conditions, the IIAR Certificate Course 2 (2021 edition) includes Chapter 18 on Absorption Refrigeration — a signal that practitioners working in industrial ammonia systems are expected to understand absorption as a viable and distinct design alternative, not a niche outlier.
Key Factors That Affect System Performance in Industrial Settings
Whether ammonia absorption refrigeration delivers on its promise depends on five engineering variables — each of which must be addressed at the design stage, not after installation.
Heat Source Quality and Temperature
Generator performance depends on heat source temperature. The CED Engineering course specifies preferred heat source temperatures of 95°C to 180°C (203°F to 356°F). Single-effect systems operate on hot water at 180°F–200°F or low-pressure steam at approximately 20 psig or less. Systems designed for steam at 25 psig (~240°F) operate near full design COP, while hot water below 180°F significantly degrades efficiency and may make the system impractical without supplemental heating.
Engineers must verify heat source consistency year-round before committing to this technology.
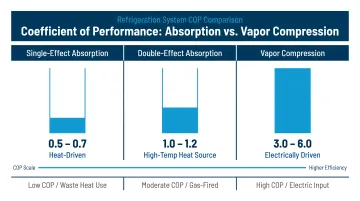
COP comparison:
- Single-effect ammonia absorption: 0.6–0.75
- Double-effect ammonia absorption: 1.0–1.2
- Industrial ammonia vapor compression: 4.0–6.0
The COP gap means absorption systems consume 4–8 times more total energy input per unit of cooling. This gap is economically irrelevant only when the heat source is free or nearly free.
Condenser Cooling Configuration and Ambient Conditions
Water-cooled condensers (with cooling towers) maintain more stable condensing temperatures than air-cooled configurations. The CED Engineering course states that air-cooled options are not commercially available for absorption chillers; all systems require water-cooled condensers and cooling towers. Absorption systems reject approximately 30,000 Btu/hr per ton — roughly double that of compression systems — requiring larger cooling towers and more condenser water.
Ammonia Charge Management and System Design
System efficiency and safety depend on proper ammonia charge sizing. Low-charge optimized designs reduce inventory and piping complexity while maintaining performance. IIAR's 2017 Technical Papers document low-charge ammonia systems with a charge reduction factor of 30 to 50 times compared to conventional flooded systems. The 2018 Technical Papers include a design approach achieving only 53 lbs of ammonia for 70 TR of refrigeration capacity.
Safety and Regulatory Compliance Requirements
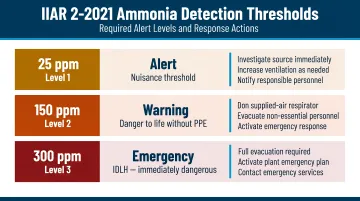
Ammonia at industrial concentrations is subject to OSHA PSM at 10,000 lbs threshold, IIAR 2 system design standards, and facility ventilation and detection requirements. IIAR 2-2021 specifies three detection levels:
- Level 1 (25 ppm): Audible/visual alarms inside and outside machinery room
- Level 2 (150 ppm): Start emergency ventilation; close emergency shutoff valves
- Level 3 (40,000 ppm, 25% LFL): De-energize all electrical equipment except emergency systems
Emergency ventilation must provide minimum 30 air changes per hour (ACH). Mechanical room design, leak detection systems, and PPE protocols must be engineered into the facility from project inception, not retrofitted. Firms like Hixson that integrate architecture, mechanical engineering, and process engineering under one roof address these requirements across disciplines from the start — rather than leaving coordination gaps between separate consultants.
Scale, Capacity, and Load Variability
Absorption systems are best suited to base-load, continuous cooling applications. The CED Engineering course states that absorption becomes economically practical at approximately 500 tons and above. Below this threshold, the capital cost premium of at least 50% over compression systems is difficult to justify. Part-load performance is less efficient than at design conditions, and systems sized too large for actual operating loads will cycle inefficiently. Load analysis completed at the facility design stage — before equipment is specified — is what prevents chronic underperformance once the system is running.
Common Misconceptions and When Ammonia Absorption Refrigeration Is Not the Right Fit
Many engineers assume any industrial facility with ammonia present can readily adopt absorption refrigeration, or that absorption systems are simply "lower-tech" alternatives with no performance trade-offs. In practice, the heat source requirement, COP limitations (typically 0.6–1.2 vs. 4.0–6.0 for vapor compression), and regulatory requirements make it a deliberate, site-specific engineering decision, not a default substitution.
Scenarios where alternative systems are better suited:
- Without a free or low-cost heat source, the lower COP makes absorption uneconomical at any scale — cheap, reliable electricity tips the math toward vapor compression
- Below approximately 500 tons of capacity, absorption rarely pencils out against compression alternatives, particularly for sub-freezing applications
- Absorption systems inherently require an ammonia-water solution inventory; low-charge design helps, but doesn't eliminate the refrigerant presence near occupied spaces
- Cooling towers are required, and absorption rejects roughly 30,000 Btu/hr per ton — approximately double the heat rejection load of compression systems — making water availability a hard constraint
Signals the process is being applied by default rather than by need:
- Selecting absorption refrigeration without performing a formal heat source assessment and COP analysis
- Defaulting to ammonia based on legacy facility precedent, without evaluating whether a cascade system, low-charge packaged unit, or CO₂-based alternative better fits current operational and regulatory conditions
Frequently Asked Questions
How does ammonia absorption refrigeration work?
The system uses a heat source to drive ammonia out of a water-ammonia solution in the generator. Ammonia then circulates through the condenser, evaporator, and absorber before returning to the generator — replacing mechanical compression with a thermochemical cycle driven by heat, not electricity.
Which industrial processes use ammonia absorption refrigeration?
Primary applications include large-scale food and beverage manufacturing (meat processing, dairy, brewing, cold storage), chemical and petrochemical processing, and district cooling systems where waste heat is available as a production byproduct. Most viable applications carry continuous cooling loads of 500 tons or more.
Does ammonia need to be refrigerated for use in refrigeration systems?
Anhydrous ammonia used in industrial refrigeration systems is stored as a pressurized liquid at ambient temperature, not cryogenically refrigerated. The OSHA eTool on Ammonia Refrigeration confirms it remains liquid under its own vapor pressure in pressure-rated vessels, requiring no external refrigeration for storage.
What is the difference between ammonia absorption refrigeration and vapor compression refrigeration?
Absorption systems use a heat source and a thermochemical absorber-generator cycle to drive refrigerant circulation, consuming minimal electricity. Vapor compression systems use a mechanical compressor powered by electricity to raise refrigerant pressure. Absorption systems are advantaged where waste heat is available and electricity is costly, but have lower COPs (0.6–1.2 vs. 4.0–6.0).
What heat sources can drive an ammonia absorption refrigeration system?
Typical heat sources include low-pressure steam (20-25 psig), hot water at 180°F–200°F or higher, direct gas or oil firing, and waste heat from CHP/cogeneration systems. The minimum practical heat source temperature is approximately 180°F for single-effect systems, with higher temperatures yielding better efficiency.
What safety standards apply to industrial ammonia absorption refrigeration systems?
Governing standards include ANSI/IIAR 2-2021 (system design), OSHA PSM 29 CFR 1910.119 (facilities above 10,000 lbs ammonia), and ASHRAE Standard 15 (refrigeration safety). Ammonia detection, mechanical room ventilation at 30 ACH minimum, and trained personnel are code-required design elements — not afterthoughts.


