Introduction
Industrial ammonia refrigeration is its own engineering discipline. Food processing plants, cold storage warehouses, breweries, and chemical facilities depend on it to maintain precise temperature control at a scale that commercial HVAC systems aren't built to handle. Systems routinely carry charges exceeding 10,000 pounds of ammonia, trigger PSM and RMP regulatory thresholds, and operate at pressures that demand a fundamentally different design approach.
The numbers reflect how central this technology is: ammonia held 42.41% of the industrial refrigeration system market by refrigerant in 2025, according to Mordor Intelligence's industrial refrigeration market analysis. In US refrigerated warehouses specifically, IIAR-hosted testimony puts ammonia adoption at over 95%.
Despite that dominance, the systems are frequently misunderstood. Facility managers and operators often can't clearly explain how the cycle works, which configuration suits their operation, or what distinguishes an efficient system from one heading toward failure. This guide covers each of those questions directly, with the operational context engineers and decision-makers actually need.
Key Takeaways
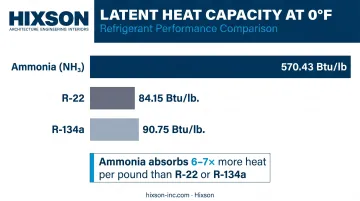
- Ammonia (NH₃) is one of the most thermodynamically efficient industrial refrigerants, with a latent heat of 570.43 Btu/lb at 0°F — roughly 6–7× higher than common HFCs
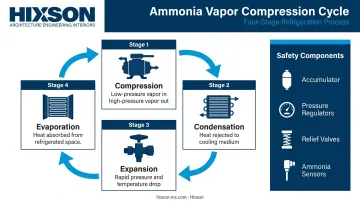
- All systems run on a four-stage vapor compression cycle: compression → condensation → expansion → evaporation
- Three primary configurations exist: TXV (dry), flooded, and liquid recirculation (overfeed) — each with distinct efficiency profiles and use cases
- Ammonia carries zero ozone depletion potential and no direct global warming impact — exempt from HFC phase-down schedules under current EPA regulations
- System type selection directly drives energy cost, refrigerant charge size, coil investment, and long-term operational reliability
What Is Industrial Ammonia Refrigeration?
Industrial ammonia refrigeration is a closed-loop vapor compression system that uses anhydrous ammonia (NH₃) as the refrigerant to remove heat from a controlled space at industrial scale. It differs from commercial HVAC not in its thermodynamics, but in charge sizes, operating pressures, and the regulatory framework that governs it.
When a facility's ammonia charge exceeds 10,000 lbs, it triggers both OSHA's Process Safety Management (PSM) standard (29 CFR 1910.119) and EPA's Risk Management Program (RMP) under 40 CFR 68. That regulatory threshold exists for good reason: industrial ammonia systems are large, complex, and require dedicated safety infrastructure that smaller commercial systems simply don't need.
Why Ammonia Works So Well at Industrial Scale
At 0°F, NIST saturation data gives ammonia a latent heat of 570.43 Btu/lb, compared to 84.15 Btu/lb for R-22 and 90.75 Btu/lb for R-134a. That gap means ammonia absorbs roughly six to seven times more heat per pound of refrigerant than common HFC alternatives. Less refrigerant mass does the same work, which means lower energy consumption and smaller equipment footprints.
ASHRAE describes ammonia as highly energy efficient due to its thermodynamic characteristics, and Danfoss data suggests ammonia systems run 3–10% more efficiently than HFC/HCFC systems in comparable applications.
What Industrial Ammonia Refrigeration Is Not
A few important distinctions:
- Not a drop-in replacement for commercial chillers or standard HVAC equipment
- Not copper-compatible — ammonia reacts with copper and copper alloys, requiring steel and other approved materials throughout
- Not operator-agnostic — industrial systems require trained personnel and dedicated process safety management planning
- Not facing obsolescence — regulatory trends are moving in ammonia's favor, with the EPA's AIM Act mandating an 85% HFC phasedown from historic baseline levels by 2036
How Does an Industrial Ammonia Refrigeration System Work?
Every industrial ammonia refrigeration system, regardless of configuration, operates through the same four-stage sequence. The cycle repeats continuously, moving heat from the refrigerated space to the surrounding environment.
Compression
The compressor draws in low-pressure, low-temperature ammonia vapor from the evaporator and compresses it into a high-pressure, high-temperature vapor. This stage is the system's primary energy input. Two compressor types dominate industrial ammonia applications:
- Reciprocating compressors: suited to smaller and mid-range installations
- Screw compressors: the standard choice for larger, high-capacity systems
In most industrial installations, ammonia compressors run continuously rather than cycling on and off. One consequence of that continuous operation: oil management becomes critical. Oil carried over with ammonia vapor must be separated downstream; oil contamination on heat exchange surfaces reduces efficiency and, over time, can cause serious operational problems.
Condensation and Expansion
After compression, hot high-pressure ammonia vapor enters the condenser, where heat is rejected to a cooling medium. As heat is removed, the vapor condenses into a high-pressure liquid.
Evaporative condensers are the most common type in large industrial ammonia systems. An IIAR-hosted analysis confirms this, citing their efficiency advantage over air-cooled alternatives. Condenser performance matters more than most operators realize: higher condensing temperatures increase compressor work directly, raising energy costs across the entire system.
From the condenser, high-pressure liquid passes through an expansion valve (or equivalent metering device), which causes a rapid pressure and temperature drop. This prepares the refrigerant for evaporation. Proper valve selection and calibration are essential here: a mismatch between refrigerant flow and actual evaporator load wastes energy and stresses components.
Evaporation and System Output
Once pressure drops through the expansion valve, low-temperature liquid ammonia enters the evaporator and absorbs heat from the refrigerated space or process medium, evaporating back into vapor. This phase change is where the actual cooling occurs. Ammonia's high latent heat capacity (570.43 Btu/lb) allows it to absorb large quantities of heat per pound of refrigerant — more than most synthetic alternatives can deliver at equivalent mass flow.
The vapor then returns to the compressor, and the cycle repeats.
Automated controls and safety components govern system operation throughout:
- Accumulators prevent liquid carryover into the compressor, which can cause severe mechanical damage
- Pressure regulators and liquid level controls maintain stable operating conditions
- Safety relief valves protect against overpressure events
- Ammonia detection sensors provide continuous leak monitoring. OSHA notes ammonia's odor threshold at approximately 20 ppm; ASHRAE's position document cites an average threshold of 5 ppm
The Three Types of Industrial Ammonia Refrigeration Systems
The vapor compression cycle is the same across all three configurations. What differs is how liquid ammonia is metered and delivered to the evaporator: that difference drives meaningful variation in efficiency, refrigerant charge, coil sizing, and operational complexity.
System type is selected during facility design based on expected load profile, temperature requirements, and operational scale.
TXV (Thermal Expansion Valve) Systems
TXV systems, often called "dry" systems, use an expansion valve to meter refrigerant so that all liquid ammonia is fully evaporated before vapor reaches the compressor. To guarantee complete vaporization, the system maintains a superheat margin — Parker Sporlan TEV data indicates typical operating superheat of 8 to 12°F at the coil outlet, which means larger coil surface area is needed.
- Simpler design with fewer components
- Smaller refrigerant charge and lower upfront cost
- Fewer oil-logging concerns
- Least efficient of the three types
- Best suited for stable loads with limited fluctuation
Common use cases include smaller cold storage rooms, process cooling applications with relatively steady demand, and facilities where capital cost is the primary constraint.
Flooded Systems
Flooded systems use a surge drum with a liquid-level control device to maintain a constant level of liquid ammonia that floods the evaporator coils from the bottom. This continuous contact between liquid refrigerant and coil surface produces more efficient heat transfer than a dry system.
- More efficient use of evaporator coil surface
- Easier refrigerant distribution in parallel evaporator arrangements
- Cooler vapor entering the compressor
- Higher initial investment and larger refrigerant charge
- Requires closer oil management monitoring; oil logging is more pronounced than in TXV systems
Flooded systems are a common choice for mid-to-large operations where efficiency gains over time justify the higher upfront cost and operational complexity.
Liquid Recirculation (Overfeed) Systems
Overfeed systems use ammonia pumps or gas-pumping systems to force a large excess of liquid refrigerant through the evaporators. Based on peer-reviewed DTU research and IIAR technical documentation, recirculation ratios typically operate between 3:1 and 5:1, with 4:1 historically cited by ASHRAE as a standard for downfeed ammonia coils.
Wet vapor returning from the evaporators goes to a low-pressure receiver where liquid and vapor separate. Liquid is recirculated; vapor is drawn to the compressor.
- Highest system efficiency of the three types
- Effective hot gas defrost capability
- Simplified oil draining and return to the compressor
- Larger refrigerant charge and piping requirements
- Greater upfront complexity
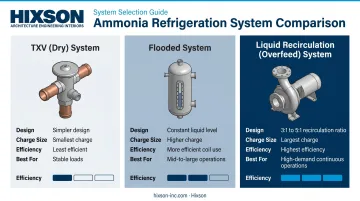
Overfeed systems are the preferred choice for large-scale, high-demand operations — major food processing facilities, large cold storage warehouses, and any application where operating efficiency at continuous high loads justifies the investment.
Where Industrial Ammonia Refrigeration Systems Are Used
The sectors that rely most heavily on industrial ammonia refrigeration share a common profile: large continuous-duty operations with demanding temperature requirements and continuous runtime.
Primary facility types:
- Meat and poultry processing: sub-zero blast freezing, IQF lines, chilled holding
- Dairy processing: pasteurization cooling, product storage, freezer rooms
- Cold storage and refrigerated warehouses (over 95% of US refrigerated warehouses use ammonia as the primary refrigerant)
- Beverage and brewery facilities: fermentation temperature control, product cooling, carbonation systems
- Chemical and petrochemical plants: process cooling at industrial scale
OSHA's PSM standard (29 CFR 1910.119) applies when a facility's ammonia charge reaches 10,000 lbs or more, and EPA's RMP requirements trigger at the same threshold. For facilities approaching or exceeding that boundary, PSM compliance planning must be integrated into facility design — not addressed after construction.
Refrigeration system design decisions in food and beverage facilities reach well beyond mechanical equipment selection. Refrigerant type, system configuration, pipe routing, electrical load, structural supports, and utility infrastructure all interact with the facility's overall layout and process design.
Hixson's mechanical engineering team has designed ammonia refrigeration systems across dairy, meat, poultry, cold storage, and beverage facility projects. That scope covers ammonia systems with PSM compliance, blast and IQF freezing system design, refrigeration controls integration, and cold chain infrastructure, all coordinated within the full facility architecture and engineering scope.
The 640,000 SF Maple Leaf Foods fresh poultry facility in London, Ontario, illustrates how refrigeration system design connects to every dimension of a large food processing facility build.
Conclusion
Industrial ammonia refrigeration's effectiveness comes down to how well the vapor compression cycle is engineered — and how well the system configuration chosen matches the real operational demands of the facility. The gap between a TXV system and an overfeed system isn't just a technical footnote; it affects energy costs, refrigerant charge, coil investment, and long-term reliability in ways that compound over the facility's lifetime.
The choice between TXV, flooded, and overfeed configurations is a strategic facility decision — one where the right engineering partner makes a material difference. Teams planning a new build, refrigeration expansion, or system retrofit need partners who understand how ammonia refrigeration design connects to facility architecture, process layout, utility infrastructure, and regulatory compliance, not just the mechanical cycle itself.
Hixson brings that full scope in-house — refrigeration system design, PSM-compliant documentation, facility architecture, and process engineering, coordinated across a single integrated team. For teams navigating a refrigeration-intensive project, engaging that depth of expertise at the start of design avoids costly course corrections later.
Frequently Asked Questions
How does industrial ammonia refrigeration work?
Industrial ammonia refrigeration uses a closed-loop vapor compression cycle. Ammonia is compressed into high-pressure vapor, condensed into liquid by rejecting heat to a cooling medium, then expanded and evaporated to absorb heat from the refrigerated space. The cycle repeats continuously to maintain target temperatures.
Can ammonia be used as a refrigerant?
Yes. Ammonia (NH₃) is one of the most widely used industrial refrigerants, valued for its high thermodynamic efficiency, zero ozone depletion potential, and lower cost compared to HFC alternatives. It does require copper-free construction materials, trained operators, and process safety management planning given its toxicity at elevated concentrations.
Does ammonia need to be refrigerated?
Ammonia used in refrigeration systems is stored and circulated under pressure as a liquid or vapor within a closed system. It doesn't require external refrigeration for storage, but it must be contained in pressure-rated vessels and piping specifically designed for its chemical and physical properties.
What are the main components of an industrial ammonia refrigeration system?
Key components include the compressor, condenser, expansion valve, evaporator, oil separator, accumulator, liquid receiver, safety relief valves, and automated control and monitoring systems. Each plays a defined role in maintaining the vapor compression cycle safely and efficiently under varying load conditions.
What are the three types of industrial ammonia refrigeration systems?
The three types are TXV (dry) systems, flooded systems, and liquid recirculation (overfeed) systems. The key distinction is how liquid ammonia reaches the evaporator: TXV systems fully evaporate refrigerant within the coil, flooded systems hold a constant liquid level, and overfeed systems circulate a large excess of liquid at recirculation ratios of 3:1 to 5:1.
Is ammonia refrigeration safe for food processing facilities?
Ammonia refrigeration is widely used in food processing facilities when properly engineered and maintained. Facilities must comply with OSHA and EPA standards, implement leak detection and ventilation, and train operators. Ammonia's distinctive odor, detectable between 5 and 20 ppm, provides an early warning of leaks well below hazardous concentration levels.


