Introduction
HFC phase-downs are forcing refrigerant decisions that many facilities aren't prepared to make. While synthetic refrigerants have come and gone, ammonia (NH₃) has remained the dominant choice for food processing plants, cold storage warehouses, breweries, and pharmaceutical facilities — a position it has held since the 1850s, and one that's now backed by regulatory momentum.
The regulatory landscape is also shifting decisively in ammonia's favor. Under the AIM Act, HFC production allowances phase down to just 15% of historic baseline levels by 2036, and the EPA has already listed R-404A, R-507, R-407A, and R-410A as unacceptable in new cold-storage warehouse equipment as of January 1, 2023. For engineers and project teams evaluating refrigeration options, the direction is clear.
This guide is written for facility engineers, plant managers, and project teams. It covers how ammonia systems function thermodynamically, how to evaluate direct expansion versus recirculated configurations, and what PSM, OSHA, and IIAR compliance requirements mean for your design and operations.
At a Glance: What You'll Learn
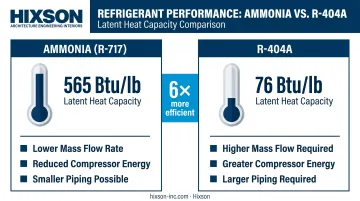
- Ammonia (NH₃/R-717) delivers roughly 6× more latent heat per pound than R-404A at typical evaporator conditions, which translates to lower refrigerant circulation rates and reduced compressor energy
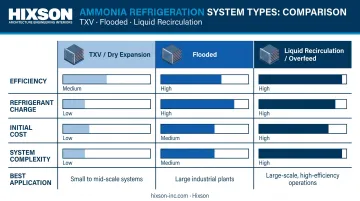
- Three primary system types exist: TXV (dry expansion), flooded, and liquid recirculation (overfeed) — each suited to different facility scales and load profiles
- System design spans compressor selection, piping layout, evaporator choice, machine room configuration, defrost strategy, and controls integration
- Systems with 10,000 lbs. or more of ammonia trigger OSHA PSM requirements under 29 CFR 1910.119 — along with EPA RMP obligations under 40 CFR Part 68
- Integrated A/E firms like Hixson bring refrigeration, mechanical, electrical, process, and controls engineering under one roof — preventing coordination gaps from day one
Why Ammonia Remains the Preferred Industrial Refrigerant
Thermodynamic Performance
Ammonia's efficiency advantage starts with basic physics. At -15°C (approximately 5°F), ammonia carries a latent heat of approximately 565 Btu/lb. R-404A delivers roughly 76 Btu/lb at similar conditions. That 6× heat absorption advantage per pound of refrigerant has direct consequences for system design and operating cost.
In practical terms, this translates to:
- Smaller refrigerant mass flow rates for the same cooling duty
- Lower compressor energy consumption per ton of refrigeration
- Reduced piping and heat exchanger sizes compared to HFC alternatives
The DOE Better Plants program confirms that more than 90% of U.S. industrial refrigeration is served by mechanical systems using ammonia.
Cost and Availability
Refrigeration-grade anhydrous ammonia is significantly cheaper per pound than HFC refrigerants. While specific pricing fluctuates with market conditions, the cost differential is significant and persistent — ammonia is produced in enormous global volumes as a commodity chemical, giving it a supply chain depth that synthetic refrigerants simply cannot match.
Environmental Position
Ammonia carries an Ozone Depletion Potential (ODP) of zero and a Global Warming Potential (GWP) of zero — numbers no HFC refrigerant can claim. The AIM Act's HFC phasedown is already underway, with allowances for high-GWP refrigerants scheduled to drop 85% from baseline by 2036. For food and beverage facilities planning new refrigeration infrastructure today, that timeline makes ammonia the lower-risk long-term choice — no future refrigerant transitions, no compliance retrofits.
How an Ammonia Refrigeration System Works
Every ammonia refrigeration system — regardless of type or size — operates on the vapor-compression cycle. Ammonia continuously cycles through four state changes, each serving a specific thermodynamic function.
Compression
The compressor draws low-pressure ammonia vapor from the evaporator and compresses it into high-pressure, high-temperature vapor. It functions as the system's pump, driving refrigerant continuously through the circuit.
Two compressor types dominate industrial ammonia applications:
- Reciprocating compressors — used in smaller systems, typically offering precise capacity control
- Screw compressors — standard for large installations; for context, the Frick RWF II series handles R-717 capacities from 212 to 1,807 tons of refrigeration in a single package
Compressor selection directly affects system efficiency and operating cost over the life of the facility, making it one of the most consequential early engineering decisions.
Condensation
High-pressure ammonia vapor flows to the condenser, where heat is rejected to an external medium and the gas condenses into high-pressure liquid ammonia. Most large industrial ammonia systems use evaporative condensers, which reject heat through a combination of evaporation and airflow — a more efficient approach than dry air-cooled alternatives, particularly in warmer climates.
Condenser sizing must account for the system's total heat rejection load: the sum of the refrigeration load plus the heat of compression.
Expansion and Evaporation
High-pressure liquid ammonia passes through an expansion device, which causes a rapid pressure and temperature drop. The resulting low-pressure, low-temperature mixture enters the evaporator, where it absorbs heat from the refrigerated space or process fluid, evaporating back into vapor as it does so. This heat absorption is the actual cooling effect delivered to the facility.
The evaporated vapor then returns to the compressor, completing the cycle.
The Low-Pressure Receiver
In industrial systems, a low-pressure receiver (LPR) or accumulator separates liquid from vapor in the suction line before vapor reaches the compressor. This component is critical: liquid ammonia entering a compressor can cause severe mechanical damage. In liquid recirculation systems, the LPR also serves as the central distribution vessel for pumping liquid refrigerant to evaporators throughout the facility.
Types of Ammonia Refrigeration Systems
The three primary system types differ in how liquid ammonia is delivered to and managed at the evaporator. That distinction drives significant differences in efficiency, refrigerant charge, piping complexity, and maintenance requirements.
Thermal Expansion Valve (TXV) Systems
TXV systems — also called dry expansion systems — use a thermostatic expansion valve to meter just enough liquid ammonia into the evaporator to ensure complete vaporization before vapor returns to the compressor. Per Colmac's DX Ammonia Piping Handbook, the refrigerant exits the evaporator with approximately 10°F of superheat to protect the compressor from liquid carryover.
Advantages:
- Simpler design and lower initial cost
- Smaller refrigerant charge
- Less intensive oil management
Limitations:
- Lower heat transfer efficiency than flooded or overfeed systems
- Requires larger evaporator coil surface for equivalent cooling duty
- Performance can suffer under variable load conditions
Best suited for smaller systems or facilities with relatively stable, predictable refrigeration loads.
Flooded Systems
Flooded systems keep evaporator coils fully wetted with liquid ammonia at all times via a surge drum and low-side float control. Fully wetted coil surfaces deliver superior heat transfer compared to TXV operation, allowing less evaporator surface area for the same cooling duty.
The surge drum separates unevaporated liquid from vapor returning to the compressor.
Advantages:
- Superior heat transfer with fully wetted coil surfaces
- Less evaporator surface area required for equivalent cooling duty
Trade-offs:
- Higher initial cost and larger refrigerant charge than TXV
- Oil accumulates in flooded evaporators and requires active management and return to the compressor
Liquid Recirculation (Overfeed) Systems
Overfeed systems are the standard design choice for large industrial facilities. Dedicated ammonia pumps (or gravity/gas pressure differentials) force liquid refrigerant through evaporators at recirculation ratios typically in the range of 3:1 to 4:1 at mid-range temperatures, meaning more liquid is circulated than evaporated. This ensures consistent coil wetting and excellent heat transfer across all operating conditions.
Advantages:
- Highest system efficiency
- Simplified oil drainage and return
- Efficient hot gas defrost capability
- Well-suited for complex multi-zone facilities
Trade-offs:
- Largest refrigerant charge requirement of the three system types
- Larger piping diameters compared to TXV systems
System Type Comparison
| Criteria | TXV (Dry Expansion) | Flooded | Liquid Recirculation |
|---|---|---|---|
| Efficiency | Lowest | Higher | Highest |
| Refrigerant Charge | Lowest | Medium | Largest |
| Initial Cost | Lowest | Medium | Highest |
| System Complexity | Simplest | Moderate | Most complex |
| Best Application | Smaller systems, stable loads | Mid-size systems | Large industrial facilities |
Essential Components of an Ammonia Refrigeration System
Industrial ammonia systems rely on far more than the four basic cycle components. Each ancillary component below carries specific sizing, selection, and code requirements that affect both performance and safety.
Primary components and key design considerations:
- Compressor: Selection drives system efficiency and lifecycle operating cost — get this wrong and you pay for it every year
- Condenser: Must be sized for total heat rejection (refrigeration load plus compressor heat), not refrigeration load alone
- Expansion device: TXV, electronic expansion valve, or fixed orifice — choice depends on system type and load variability
- Evaporator: Surface area requirements vary significantly by system type; undersizing is a common source of capacity shortfalls
- Oil separator: Removes compressor oil from discharge vapor before it reaches heat transfer surfaces; especially critical in large systems where oil accumulation directly degrades efficiency
- Low-pressure receiver/accumulator: Separates liquid from vapor to protect the compressor from liquid carryover damage
- Safety relief valves: Must be sized and piped to atmosphere per applicable code — not a component to value-engineer
- Liquid ammonia pumps: Required in overfeed systems; pump selection affects recirculation ratio and long-term reliability
- Ammonia detection sensors: Per IIAR 2-2021, detection at 25 ppm activates visual/audible alarms; 150 ppm triggers emergency ventilation
Piping Materials and Design
OSHA 29 CFR 1910.111 explicitly prohibits brass, copper, and copper alloys in anhydrous ammonia systems — ammonia reacts chemically with copper. All refrigeration piping must be steel, designed and fabricated per ASME B31.5 (Refrigeration Piping and Heat Transfer Components).
Piping must also be:
- Correctly sized for system pressures and flow rates to minimize pressure drop
- Properly sloped for oil drainage back to the compressor
- Insulated to prevent condensation and heat gain
- Labeled per IIAR standards for system identification
Piping design errors consistently rank among the top sources of both inefficiency and safety risk in ammonia systems. Common mistakes include undersized suction lines that increase compressor lift, incorrect slope that traps oil in evaporator circuits, and missing or mislocated isolation valves that complicate maintenance and emergency response.
Ammonia Refrigeration System Design: Key Engineering Considerations
What separates a well-designed ammonia refrigeration system from a problematic one is rarely the refrigerant choice. It's how well refrigeration engineering integrates with process, mechanical, electrical, controls, and architectural design. Problems caught during design cost a fraction of what they cost during construction — which is why cross-disciplinary coordination matters from the start.
Refrigeration Load Calculation and System Sizing
Every ammonia refrigeration system design starts with an accurate load calculation: the total heat that must be removed from all spaces, processes, and product loads. Key inputs include:
- Transmission loads through walls, floors, and ceilings
- Air infiltration (door openings, dock traffic)
- Product loads (heat removed from incoming product to reach target temperature)
- Occupancy and lighting heat gains
- Equipment heat rejection within refrigerated spaces
Undersizing leaves a facility unable to maintain required temperatures under peak conditions. Oversizing wastes capital, increases refrigerant charge unnecessarily, and creates part-load efficiency problems. Load calculations must account for both peak and part-load scenarios — a freezer with 24-hour receiving operations has a very different load profile than one with defined shipping windows.
Machine Room Design
The machine room houses compressors, oil separators, receivers, controls panels, and associated equipment. Design requirements go well beyond floor space:
- Ventilation: ASHRAE 15 requires minimum occupied ventilation rates; IIAR guidance calls for emergency mechanical ventilation of at least 30 air changes per hour based on gross room volume
- Electrical classification: Machine rooms may qualify as Class I, Division 2 hazardous locations under 29 CFR 1910.307, though ASHRAE 15 allows exceptions when specified ventilation and detection conditions are met
- Drainage: Designed for ammonia spill containment without creating safety hazards
- Structural coordination: Compressors and receivers impose significant floor loads requiring early coordination with structural engineering
Machine room design cannot happen in isolation. Ventilation classifications, electrical area ratings, and structural load requirements all intersect — and resolving those conflicts in drawings is far less costly than resolving them in the field.
Piping Design and Layout
Suction, discharge, liquid, and hot gas defrost lines all have distinct sizing requirements driven by system pressures, flow rates, and velocity limits. Critical design challenges include:
- Minimizing pressure drop in suction lines (pressure drop in suction lines directly reduces system efficiency)
- Designing oil return paths in flooded and overfeed systems
- Accommodating thermal expansion in long pipe runs
- Routing piping to avoid food safety zones in processing facilities
For food and beverage clients, refrigeration piping routing must respect food safety zone boundaries, cleanability requirements, and process layouts. Getting that routing right requires the refrigeration designer and the process/architectural team working from the same model — not reconciling separate drawings after the fact.
Defrost System Design
Frost accumulation on evaporator coils reduces heat transfer efficiency, requiring periodic defrost cycles. Three primary methods are used:
- Hot gas defrost — routes high-pressure discharge gas through evaporator coils to melt frost; most common in large ammonia systems, particularly overfeed configurations where the piping infrastructure already supports it
- Water defrost — sprays water over coils; effective and fast but raises drainage and sanitation considerations
- Electric defrost — uses resistance heating elements; simpler but energy-intensive, typically reserved for smaller applications
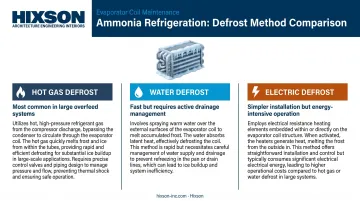
The right defrost method depends on system type, coil operating temperature, facility operational schedule, and product sensitivity to temperature fluctuations during defrost cycles.
Controls and Automation Integration
Controls design should be integrated during system design — not retrofitted afterward — because setpoints and interlock logic directly affect both safety and efficiency. Modern ammonia refrigeration systems rely on PLCs and SCADA systems to manage a range of interdependent functions:
- Compressor staging and capacity control
- Expansion valve control
- Defrost cycle sequencing
- Condenser fan staging
- Safety interlocks
- Alarm management and event logging
Hixson's Controls & Automation team integrates refrigeration controls alongside process controls and building automation systems — so all three are designed to work together from day one, not patched together after commissioning. The team holds certifications in Rockwell Automation, AVEVA Wonderware, and Inductive Automation Ignition platforms, with more than 75 years of combined experience across food and beverage and industrial applications.
Safety, Compliance, and Regulatory Standards
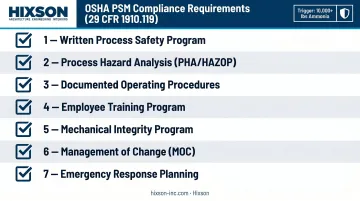
OSHA PSM and EPA RMP Requirements
Systems containing 10,000 lbs. or more of anhydrous ammonia are subject to OSHA Process Safety Management (PSM) requirements under 29 CFR 1910.119. PSM compliance requires:
- Written process safety program
- Process hazard analysis (PHA/HAZOP)
- Documented operating procedures
- Employee training program
- Mechanical integrity program
- Management of change (MOC) procedures
- Emergency response planning
Facilities at or above the 10,000 lb. threshold are also subject to EPA Risk Management Plan (RMP) requirements under 40 CFR Part 68 — and are automatically classified as Program 3 RMP facilities.
Systems below the 10,000 lb. threshold aren't off the hook. They remain subject to OSHA's General Duty Clause, emergency action plan requirements under 29 CFR 1910.38, and potentially HAZWOPER (29 CFR 1910.120) if employees are expected to respond to ammonia emergencies.
Hixson's Process Engineering team provides OSHA 1910.119 PSM program development, HAZOP studies, LOPA, and PHA services for ammonia refrigeration systems, integrated directly into process engineering and P&ID development rather than handled as a separate compliance exercise. Keith Nienhaus, Hixson's Manager of Refrigeration Engineering, serves as a voting member of IIAR's Standards Committee and participates in both the IIAR-2 and IIAR-4 sub-committees.
Design Standards
Compliance with the following standards is the baseline for any professionally designed ammonia refrigeration system:
| Standard | Scope |
|---|---|
| ANSI/IIAR 2-2021 | Safe design of closed-circuit ammonia refrigeration systems |
| ANSI/IIAR 4-2020 | Installation of closed-circuit ammonia systems and relief piping |
| ANSI/ASHRAE Standard 15-2024 | Safety standard for refrigeration system design and operation |
| ASME B31.5 | Refrigeration piping and heat transfer components |
| ASME BPVC Section VIII | Pressure vessel design, fabrication, inspection, and certification |
Safety Engineering Elements
These elements must be designed into the facility from the start — they cannot be added after construction:
- Fixed ammonia detection sensors throughout machine rooms and refrigerated spaces (25 ppm alarm, 150 ppm emergency ventilation threshold)
- Emergency ventilation systems sized for minimum 30 air changes per hour
- Safety relief valves sized and piped per IIAR and ASME code requirements
- PPE storage including NIOSH-approved gas masks and SCBA for confined space or concentrated ammonia atmospheres
- Eyewash stations and safety showers — OSHA has confirmed that PPE is not an acceptable substitute for proper emergency eyewash and shower facilities
Ammonia (NH₃/R-717) is classified as a B2L refrigerant under ASHRAE Standard 34 — toxic and mildly flammable. That classification defines the entire safety engineering approach, from machine room ventilation to electrical area classification to emergency response planning.
Frequently Asked Questions
How does an ammonia refrigeration system work?
Ammonia refrigeration uses the vapor-compression cycle: ammonia is compressed into high-pressure vapor, flows to the condenser where it releases heat and condenses to liquid, passes through an expansion device that drops pressure and temperature, then absorbs heat from the refrigerated space as it evaporates, returning to the compressor to repeat the cycle continuously.
What are the different types of ammonia refrigeration systems?
The three primary types are thermal expansion valve (TXV/dry expansion), flooded, and liquid recirculation (overfeed) systems. They differ in how liquid refrigerant is managed at the evaporator, with each offering different trade-offs in efficiency, refrigerant charge size, complexity, and upfront cost.
What is ammonia used for in HVAC?
Ammonia is primarily used in large-scale industrial refrigeration, not comfort cooling. Food processing plants, cold storage warehouses, breweries, pharmaceutical facilities, and ice rinks rely on it for its high efficiency and lower operating costs compared to synthetic refrigerants.
What type of refrigerant is ammonia?
Ammonia (NH₃, designated R-717) is a natural refrigerant with zero ODP and zero GWP. Under ASHRAE Standard 34, it's classified as a B2L refrigerant — toxic and mildly flammable — which is why ammonia systems require strict safety engineering, hazardous area classification, and full regulatory compliance.
What is an ammonia refrigeration technician?
An ammonia refrigeration technician operates, maintains, and repairs industrial ammonia refrigeration systems. They typically hold RETA certifications (CARO, CIRO, or CRST) and must be thoroughly trained in PSM/RMP requirements and ammonia-specific safety procedures.