Introduction
Industrial bakeries manage dozens of dry ingredients at once — each with distinct physical properties, safety requirements, and handling demands. From bulk flour and sugar to trace-level spice blends and dough conditioners, every powder behaves differently under conveying, storage, and batching conditions.
Poor powder handling is one of the leading sources of production downtime, product inconsistency, and food safety risk in bakery operations.
Between 1980 and 2005, combustible dust incidents in food manufacturing resulted in 119 deaths and 718 injuries, with food products accounting for 24% of all incidents.
Manual handling adds another layer of risk. Ingredient selection errors, label misreads, and weighing inconsistencies compromise operator safety and product quality — particularly where allergen control is concerned.
This guide covers the full picture: ingredient behavior, conveying technologies, food safety regulations, facility design requirements, and what to evaluate when planning or upgrading a system.
Summary:
- Bulk powder handling integrates receipt, storage, conveying, weighing, batching, and dispensing of dry bakery ingredients
- Flour, sugar, and salt each present unique combustible dust, flow, and corrosion challenges requiring specialized equipment
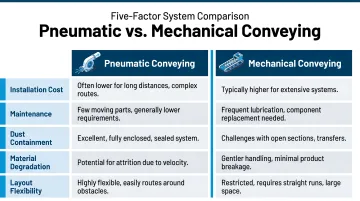
- Pneumatic and mechanical conveying differ in distance capability, product fragility, cleanability, and energy use
- NFPA 652 and NFPA 61 require dust hazard analysis, explosion venting, and sanitary equipment design
- Automated batching achieves ±1g accuracy and supports allergen traceability and FSMA compliance
What Is Bulk Powder Handling in Bakery Operations?
Bulk powder handling encompasses the integrated set of operations covering receipt, storage, conveying, weighing, batching, and dispensing of dry ingredients in bakery production. Unlike liquid handling or finished goods logistics, powder systems must address flow behavior, dust generation, contamination risk, and the physical properties unique to each ingredient at every transfer point.
The operational distinction between bulk and minor ingredients drives different system design approaches:
- Bulk ingredients (flour, sugar, salt) are used in large volumes from outdoor silos or interior day bins, requiring high-capacity pneumatic or mechanical conveying systems
- Minor/micro ingredients (emulsifiers, milk solids, spice blends) are dosed in small but precise amounts from bulk bags or totes, demanding accurate weighing and allergen segregation
High-speed commercial bakeries have shifted from manual to automated ingredient handling for four core reasons:
- Labor cost reduction — fewer personnel needed for repetitive weighing tasks
- Weighing accuracy — tighter tolerances for consistent product quality
- Allergen control — segregated handling paths reduce cross-contact risk
- Regulatory compliance — meets FSMA and OSHA combustible dust standards
According to a Bakery Insider industry newsletter, labor shortages remain the greatest challenge facing bakery operations, making automation essential for maintaining production continuity and reducing human error.
Common Bakery Ingredients and Their Unique Handling Challenges
Bulk Ingredients: Flour, Sugar, and Salt
Flour presents multiple handling complications:
- Fine particle size (typically 105-149 microns) creates bridging and ratholing in storage bins, requiring bin activators and properly designed discharge cone angles
- Wheat flour is classified as a combustible dust with Kst = 145 bar-m/s and Pmax = 7.7 bar, demanding dust collection at all transfer points and explosion venting
- Hygroscopic behavior and biological hazard risks (mold, insect infestation) require climate-controlled storage with proper bin breather filters
- Minimum explosive concentration ranges from 20-150 g/m³, meaning even small accumulations present ignition risk
Sugar creates distinct operational problems:
- Moisture exposure causes caking and clumping that blocks discharge points, requiring enclosed storage with humidity control
- Abrasiveness accelerates equipment wear on conveyors, valves, and discharge aids
- Unpredictable fluidization behavior under pneumatic conveying creates weighing errors and batch inconsistency
- Granulated sugar has a bulk density of 53 lb/ft³, while powdered sugar measures 35 lb/ft³, affecting structural load calculations and conveyor sizing
Salt demands specialized material selection:
- High bulk density (70-80 lb/ft³) increases structural requirements for bins and support platforms
- Corrosivity to carbon steel requires stainless steel (304 or 316) construction for all product-contact surfaces
- Humidity-driven caking necessitates moisture-controlled storage environments
- Particle size (105-149 microns) and flow characteristics influence discharge aid selection
Minor and Micro Ingredients
Bulk ingredients are only part of the challenge. Milk solids, cocoa powder, dough conditioners, and spice blends are used in far smaller quantities — but their flow behavior often causes outsized problems:
- Stick to equipment surfaces and each other, causing bridging over discharge openings
- Require larger storage volumes and sensitive weighing systems due to low bulk density
- Generate static charge during transfer, creating weight errors and inconsistent fills
- Smear against equipment surfaces at elevated temperatures (a particular issue with milk and cheese powders), complicating cleanout
Allergen-containing powders (milk, egg, tree nut-based) require either dedicated conveying lines or validated sequential cleanout protocols. The allergen control plan must document each ingredient's evacuation characteristics — specifically, how thoroughly a given powder can be cleared from a conveying path before the next run begins.
Key Bulk Powder Handling Technologies Compared
Storage Systems
Outdoor Silo Storage for High-Volume Bulk Ingredients
- Sizing based on production volume, delivery frequency, and buffer requirements
- Discharge cone angles engineered to prevent bridging (typically 60-70° for flour)
- Aeration pads and bin activators to promote material flow
- Silo breather filters to prevent contamination while allowing pressure equalization
- Structural design per IBC and ASCE 7 for wind and seismic loads—coastal zones may require design for 150-160+ mph wind speeds
- Interior day bins buffer between bulk storage and production, reducing silo discharge cycling and improving batching accuracy
Bulk Bag Unloaders and Bag Dump Stations for Minor Ingredients
- FIBC (flexible intermediate bulk container) unloaders with bag massagers and vibration to promote complete discharge
- Dust collection hoods integrated at the bag-opening point to protect worker respiratory health
- Load cells for weighing during discharge to track ingredient usage
- Dump station design requiring enclosed hoppers and negative pressure to contain dust
Conveying Technologies
Pneumatic Conveying moves material through enclosed pipelines via pressurized airstream.
Advantages:
- Enclosed transfer eliminates dust exposure and contamination risk
- Long-distance routing (100+ meters) without intermediate transfer points
- Routes around obstacles and through multiple floors without added complexity
- Easy integration with dust collection and explosion protection systems
Tradeoffs:
- Energy consumption approximately 10-20 kWh/ton vs. 2-5 kWh/ton for mechanical systems
- Particle degradation at elevated velocity (dilute-phase systems run 15-35 m/s)
- Compressed air quality requirements: ISO 8573-1 Class 1:2:1 for food applications to prevent indirect contamination
- Requires receiver vessels and filtration at discharge points
- Dense-phase systems (5-10 m/s) reduce particle breakage for fragile materials like sugar crystals, though they require higher pressure and specialized equipment
Where pneumatic conveying excels at distance and containment, mechanical conveying trades those advantages for gentler handling and lower energy draw.
Mechanical Conveying moves material through direct physical contact rather than airstream.
- Screw conveyors use a rotating helical screw in a trough — well-suited for short runs under 10 meters
- Flexible screw conveyors route more easily than rigid designs, running a spiral through a flexible tube
- Tubular drag conveyors pull material via a cable-and-disc system, making them the gentlest option for fragile product
Advantages:
- Lower energy consumption (2-5 kWh/ton)
- Minimal particle degradation at low velocities
- No compressed air quality concerns
- Better suited for high-fat ingredients that would smear in pneumatic lines
Tradeoffs:
- Shorter practical conveying distances
- Residual material ("heel") retained in casing complicates cleanout for allergen control
- Requires secondary dust mitigation (skirts, seals, aspiration hoods) to meet OSHA standards
- More complex maintenance access for cleaning and inspection
Selection Framework:
| Factor | Pneumatic | Mechanical |
|---|---|---|
| Conveying Distance | Long (100+ m) | Short (<20 m) |
| Product Fragility | Higher breakage risk | Gentler handling |
| Cleanability | Better evacuation | Residual heel |
| Energy Use | 10-20 kWh/ton | 2-5 kWh/ton |
| Capital Cost | Higher | Lower |
Food Safety, Dust Control, and Allergen Management
Combustible Dust Hazards
NFPA 652 (approved September 2015) and NFPA 61 establish the regulatory framework for combustible dust safety in food facilities. NFPA 652 requires a Dust Hazard Analysis (DHA) for all facilities handling combustible dust, while NFPA 61 provides commodity-specific requirements for agricultural and food processing.
Key system design requirements include:
- Dust collection at all transfer points (bag dump stations, conveyor loading, discharge points)
- Explosion venting per NFPA 68, routed to safe exterior locations away from personnel and air intakes
- Equipment grounding and bonding to prevent static ignition sources
- Housekeeping protocols to prevent accumulation—more than 1/32 inch of dust covering 5% of room surface area presents significant explosion hazard
Sanitary Design and Cleanability
EHEDG Guideline Document 22 and NSF/ANSI 51 specify sanitary design requirements for dry powder handling equipment:
- Stainless steel (304/304L or 316/316L) construction for product-contact surfaces
- Surface roughness Ra < 0.8 micrometers
- Minimum internal corner radius > 6 mm; no intermittent (spot) welding or rivets on product-contact surfaces
- Sloped (not horizontal) surfaces for drainage after wet cleaning
- Inflatable seals for valves and access doors to prevent product entrapment
Cleanout method affects allergen control directly. Pneumatic systems can fully evacuate material via pressurized purge cycles, making them suitable for validated cleanout protocols between allergen and non-allergen runs. Mechanical systems with residual product in the casing typically require physical disassembly and manual cleaning to meet the same standard.
Allergen and Cross-Contamination Control
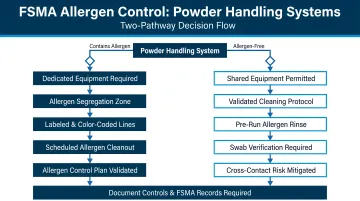
FDA FSMA Preventive Controls Rule (21 CFR Part 117) requires written allergen controls to prevent cross-contact. Powder handling systems must implement one of two approaches:
- Dedicated conveying lines — physical separation with no shared equipment between allergen-containing and non-allergen ingredients
- Validated sequential cleanout protocols — push-through methods using salt, flour, or a subsequent non-allergen product to purge pneumatic lines, followed by allergen-specific testing (ELISA or lateral flow devices) to confirm complete removal
Both approaches require documented batch records showing the sequence of materials conveyed, with annual re-validation or re-validation whenever new allergenic ingredients are introduced.
Maintaining those records is where automation earns its keep. Systems with full lot tracking, recipe management, and electronic batch records provide the documentation trail required under FSMA and third-party audits (BRCGS, SQF).
Automation, Weighing, and Batching Accuracy
Automated ingredient batching systems replace manual weighing using loss-in-weight feeders or gain-in-weight scales with tight tolerances. Automated robotic systems achieve ±1g accuracy for both free-flowing and non-free-flowing powders, with mean downtime of 30 minutes per year—a stark contrast to manual processes, which are prone to ingredient selection errors and label misreads.
Three areas define how these systems are designed and integrated: batch control standards, ERP/MES connectivity, and the underlying controls infrastructure.
System Architecture
Modern batching systems follow ISA-88 batch control standards, structuring recipe management into a hierarchy: procedure, unit procedure, operation, and phase. This structure enables:
- Recipe version control and change management
- Automated ingredient sequencing based on recipe requirements
- Real-time monitoring of batch progress with alarm management
- Process interlocking to prevent out-of-sequence operations
ERP/MES Integration
ISA-95 formalizes ERP-MES integration, defining information flow between business planning (Level 4) and manufacturing operations (Level 3). This enables:
- Electronic batch records for regulatory compliance
- Real-time ingredient traceability by lot number
- Automated reorder triggers based on inventory consumption
- Production scheduling synchronized with ingredient availability
Controls Infrastructure
PLCs, SCADA systems, and sensors for level, flow, and pressure manage multi-ingredient batching across dozens of SKUs. Core components include:
- Load cells with 0.01% accuracy for precision weighing
- Flow meters for pneumatic conveying verification
- Level sensors (radar, capacitance, or load cells) for bin inventory management
- HMI interfaces for operator monitoring and recipe selection
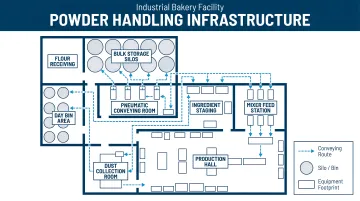
Designing Powder Handling into Your Bakery Facility
Bulk powder handling is fundamentally a facility design challenge, not just an equipment selection decision. Structural support, utility routing, explosion relief, and conveying line layout must be addressed during architectural and engineering design—not after equipment is ordered.
Structural Considerations:
- Floor load ratings for interior day bins (often 200-500 lb/ft² for concentrated loads)
- Wind and seismic calculations for outdoor silos per IBC and ASCE 7—newer codes use 115 mph base wind speed (not interchangeable with older 90 mph standards)
- Equipment support platforms and foundations designed for dynamic loads during material discharge
- Roof or wall penetrations for pneumatic conveying lines requiring structural reinforcement
Utility Infrastructure:
- Compressed air supply sized for pneumatic conveying demand (250-500 cfm typical for small bakery)
- Dust collection exhaust routing to exterior with makeup air provisions
- Electrical service capacity for motor loads, controls, and instrumentation
- Explosion relief venting routed to safe exterior locations per NFPA 68
Plant Layout and Scalability:
- Conveying routes designed for the chosen technology—not retrofitted around suboptimal paths
- Vertical space utilization: silos and day bins positioned to enable gravity discharge where possible
- Maintenance and cleaning access designed into the facility from the start (platforms, hatches, inspection ports)
- Future expansion zones identified for additional storage or conveying capacity
Hixson has been designing food and beverage facilities since 1948, which means powder handling considerations get built into the structural, utility, and layout decisions from the start—not patched in after the fact. With 20 in-house technical disciplines covering architecture, structural, process, mechanical, electrical, and controls engineering, Hixson's teams coordinate across all of these areas under a single project delivery structure. The Controls & Automation group alone brings more than 75 years of combined expertise, helping ensure that conveying routes, explosion relief, and utility infrastructure align before construction begins.
Frequently Asked Questions
What is powder handling?
Powder handling covers receiving, storing, conveying, weighing, and dispensing dry powdered materials. In bakery settings, this includes everything from bulk flour silos and pneumatic conveying to precision dosing of micro ingredients like spice blends.
How does a powder transfer system work?
Powder transfer systems use either pneumatic (air-driven, under pressure or vacuum) or mechanical (physical contact via screw, cable, or drag conveyors) methods. Selection depends on the material's flow properties, required transfer distance, product fragility, and cleanability requirements.
What PPE is required for powder handling?
Typical PPE for bakery powder environments includes respiratory protection (dust masks or respirators for fine powders like flour and cocoa), eye protection, and anti-static footwear where combustible dust risks are present. Always base specific requirements on a facility-specific hazard assessment per OSHA standards.
What is the difference between pneumatic and mechanical conveying for bakery powders?
Pneumatic conveying is air-driven, suitable for long distances and fine powders, but uses higher energy (10-20 kWh/ton). Mechanical conveying uses physical contact, is gentler on fragile products, and better for shorter runs and high-fat ingredients. The right choice depends on ingredient properties, transfer distance, and allergen control requirements.
How do you prevent cross-contamination in bulk powder handling systems?
Two main strategies apply here. The first is dedicated conveying lines for allergen-containing ingredients, which provides full physical separation. The second is validated sequential cleanout using documented flush procedures — push-through methods or disassembly. Both require automated batch records for FSMA traceability.
What facility design factors affect bulk powder handling system performance?
Key factors include structural support for storage equipment (floor loads, wind/seismic design), conveying route layout optimized for the chosen technology, dust collection and explosion venting design per NFPA standards, and utility infrastructure (compressed air, electrical, exhaust). These must be planned during facility design, not retrofitted afterward.