This guide addresses the distinction between powder and liquid hygienic design, regulatory standards, the NAMI 10 Principles of Sanitary Design, equipment-specific guidance for mixers, silos, and conveyors, facility-level design considerations, and a practical implementation roadmap.
Summary
Hygienic powder system design means specifying equipment that can be fully cleaned, inspected, and maintained without hidden traps for dust, allergens, or moisture
Unique failure modes include dust layering, allergen retention, screw flight compaction, and electrostatic cling
Governing standards span FDA FSMA, USDA, 3-A SSI, NSF, and EHEDG; the NAMI 10 Principles remain the most widely referenced equipment framework
Hygienic design must be embedded from URS through FAT/SAT to prevent cleaning debt
What Hygienic Equipment Design Means in a Powder Context
The fundamental distinction between liquid and powder hygienic design centers on cleanability. In liquid environments, CIP can often compensate for imperfect geometry—high-velocity fluids and cleaning chemicals reach most surfaces. In powder systems, inadequate design becomes locked-in hygiene debt because dry ingredients don't wash away between batches.
Powder-Specific Failure Modes
Powder systems encounter contamination mechanisms rarely seen in liquid lines:
- Fine dust films settle on product-contact and non-contact surfaces, creating harborage sites
- Compacted residues form in corners and screw flights where powder is subjected to mechanical pressure
- Trapped allergens hide in gasket grooves and poorly finished welds, surviving superficial cleaning
- Powder migration occurs into non-cleanable bearing housings through inadequate shaft seals
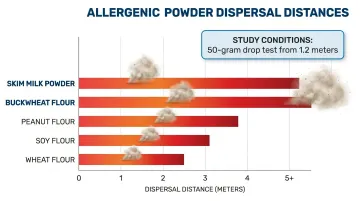
A 2026 study published in the Journal of Food Engineering demonstrated that when 50 grams of allergenic food powders were dropped from 1.2 meters, they dispersed at distances ranging from 0.5 to over 5 meters. Skim milk and buckwheat flour dispersed farthest, creating airborne clouds that settle across multiple pieces of equipment and overhead structures. This research quantifies why facility zoning and airflow controls must account for multi-meter allergen migration.
Beyond Stainless Steel
Hygienic design in this context extends far beyond material selection. While stainless steel is standard, hygienic design also addresses:
- Surface geometry and finish quality (smoothness, radius requirements)
- Weld quality and finish (full-penetration welds, ground flush)
- Fastener strategy (accessible from the clean side, minimal crevices)
- Access provisions (removable panels, appropriately sized doors)
- Seal design (preventing ingress and egress)
- Integration with dust extraction and air handling systems
Equipment Scope
Those principles apply across the full range of powder-handling equipment, including:
- Dry mixers and blenders
- Silos, hoppers, and bins
- Screw, pneumatic, and vibratory conveyors
- Sieves, screens, and sifters
- Packaging lines and filling equipment
- Associated air-handling components (filters, dust collectors, pneumatic receivers)
Business Stakes
Research analyzing over 35,000 FDA-managed food recalls from 2002 to 2023 found that allergens accounted for 28% of all food and beverage recalls and 96% of Class I (highest risk) recalls. The financial and reputational impact of powder-related contamination events—product recalls, failed audits, allergen incidents, unplanned cleaning downtime—means that addressing hygienic design at the specification stage costs far less than correcting it after installation.
Regulatory Standards and the 10 Principles of Sanitary Design
Regulatory Landscape
The regulatory framework governing hygienic equipment design for powder systems includes:
FDA FSMA Preventive Controls (21 CFR Part 117):
- Section 117.40(a)(1) requires equipment to be "adequately cleanable" and designed to "protect against allergen cross-contact and contamination"
- Section 117.40(b) mandates that seams on food-contact surfaces be "smoothly bonded or maintained to minimize accumulation of food particles and allergen cross-contact"
- Section 117.40(d) specifies that "gravimetric, pneumatic, closed, and automated systems must be designed to be maintained in an appropriate clean and sanitary condition"
21 CFR Part 111 (Dietary Supplements):
- Section 111.27 requires equipment to be "of appropriate design, construction, and workmanship to enable adequate cleaning"
- Section 111.27(d)(2) mandates that contact surfaces for low-moisture components be "in a dry and sanitary condition when in use"
Regulators expect a documented, risk-based justification that equipment design supports the hazard analysis—not simply that equipment is made from approved materials.
Standards Bodies
3-A Sanitary Standards Inc. (3-A SSI) and NSF International operate in North America, while EHEDG (European Hygienic Engineering & Design Group) serves Europe. Each publishes binding criteria covering surface finish, internal geometry, drainage, and material compatibility — with scope varying by product type and cleaning method.
3-A SSI requires product contact surfaces at or smoother than 32 microinch (0.8 micrometer) Ra, with internal corners meeting minimum radii (typically 6.35 mm). Originally developed for dairy, 3-A standards are now referenced across food processing equipment categories.
EHEDG Guideline 22 specifically addresses hygienic design criteria for dry particulate materials processing, distinguishing three cleaning approaches:
- Dry cleaning only (vacuum, brushes)
- Controlled wet cleaning (local wet cleaning of dismantled units)
- Wet cleaning (in-place washing requiring validation and maximum 2-hour drying time)
The NAMI 10 Principles of Sanitary Design
The North American Meat Institute's 10 Principles offer a practical, industry-adopted framework:
- Compatible Materials – Non-toxic, non-absorbent, degradation-resistant
- Accessible Design – Ideally disassembled without tools
- No Product Collection – Self-draining to prevent pooling
- Hermetically Sealed Hollow Areas – Eliminated or permanently sealed with continuous welds
- No Niches – Free of pits, cracks, recesses, open seams, inside threads
- Operational Performance – Must not contribute to unsanitary conditions
- Maintenance Enclosures – Sloped, prevent water or residue penetration
- Compatibility with Other Systems – Sub-systems must not create food safety risks
- Cleanable to Microbiological Level – Prevent bacterial ingress, allergen accumulation
- Validated Cleaning Protocols – Clearly written, proven effective

Sanitary vs. High-Sanitation Design
Sanitary design suits lower-risk dry environments (cereals, pet kibble) with routine cleaning protocols. High-sanitation design is required for elevated-risk environments (RTE products, multiple allergens, pharmaceutical-grade powders), requiring frequent washdown, 316 stainless steel, IP-rated enclosures, and validated deep-cleaning protocols. Selecting the wrong tier isn't a paperwork issue — it's a gap in your hazard analysis that auditors and recall investigations will find.
Equipment-Specific Design: Mixers, Silos, and Conveyors
Dry Mixers and Blenders
Critical Design Parameters:
- Cone angle and outlet geometry for complete discharge with no stagnant pockets
- Paddle/ribbon/plough designs that minimize compaction zones
- Large access doors with safe interlocks for cleaning access
- Removable shafts or agitators where practical
Shaft Seal Design:
Shaft seal failure is one of the most common hygiene failure points in blending equipment. Stuffing boxes and mechanical seals must prevent powder ingress into non-cleanable bearing housings — or be accessible for cleaning from the product side. When rotary seals overheat and harden, powder migrates past the seal point, creating both contamination risk and a harborage site. Seal design should be a named specification item in every new equipment procurement package.
Silos, Hoppers, and Bins
Mass-Flow vs. Funnel-Flow Design:
Jenike & Johanson (2025) guidance distinguishes mass-flow design (all material moves whenever any is withdrawn, first-in/first-out) from funnel-flow design (material flows through a central channel while material near walls remains stationary). Funnel-flow creates stagnant regions where powder can age, absorb moisture, or compact—forming "a persistent source of contamination that affects every batch that follows."
Design Requirements:
- Steeper wall angles (typically 15-20 degrees from vertical for smooth stainless steel) to achieve mass flow
- Appropriate outlet sizing to prevent bridging
- Curved transitions to eliminate dead-legs and occluded corners
Inspection and Access Provisions:
Many silos in existing facilities were designed for throughput, not inspectability. Hygienic design requires:
- Properly sized manways
- Safely accessible inspection hatches with lighting
- Designed-in anchor points for confined-space entry
Conveying Systems
Once powder leaves a silo or hopper, how it moves through the facility matters just as much as how it was stored. Conveyor selection is a hygiene decision, not just a mechanical one.
| Conveyor Type | Primary Hygiene Risks | Design Mitigations |
|---|---|---|
| Screw | Powder trapped under flights, hanger bearings, inlet/outlet transitions | Removable covers, elimination of internal bearings, cleaning access at transitions |
| Pneumatic | Dust accumulation at bends, diverter valves, and filters | Blow-through cleaning provisions, CIP capability for enclosed systems |
| Vibratory | Dead zones under covers, weld crevices | High-quality continuous welds, open inspection access |
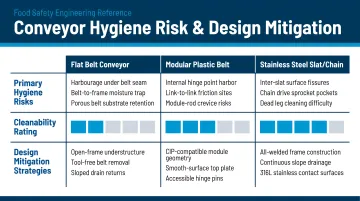
Screw conveyors can perform hygienically when fully enclosed, accessible, and matched to non-compacting powders. In high-allergen or pharmaceutical applications, pneumatic or vibratory alternatives typically present lower overall hygiene risk.
Powder-Specific Hygiene Challenges
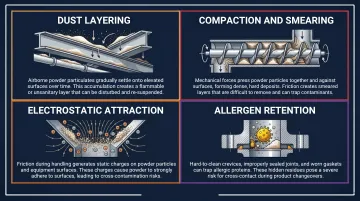
Four Key Contamination Mechanisms
Fine particles, compaction forces, electrostatic charge, and allergen migration each create distinct risks in powder handling environments. Dust layering — Fine particles settle on overhead structures, cable trays, and machine frames, then fall into product during vibration or maintenance. BRCGS audit data (2025) identifies dust accumulation on ceilings and overhead structures as a top non-conformity area, with 59% of all non-conformities falling in Section 4 (Site Standards).
Compaction and smearing — Powders form adherent layers in screw flights and corners under mechanical pressure, resisting dry cleaning methods.
Electrostatic attraction — Michigan State University's Center for Low-Moisture Food Safety notes that "The Food Safety and Modernization Act has no guidelines for the sanitization of processing equipment in a low-moisture environment." Electrostatic forces cause powders to cling to plastic or painted surfaces, complicating visual inspection and dry-cleaning effectiveness.
Allergen retention — Small quantities of allergenic powder can migrate to allergen-free products even after superficial cleaning. A 2026 dispersal study confirmed that skim milk powder and buckwheat flour create airborne clouds that settle across surfaces for several minutes, accumulating on adjacent idle lines and overhead structures.
Process Conditions and Equipment Design
Each of these mechanisms is amplified by the process conditions inside powder handling equipment. Understanding how equipment operates under real conditions is essential to designing against them:
- Aeration and fluidization allow powders to penetrate seals and gaskets
- Vibration dislodges settled dust from overhead surfaces
- Pneumatic transport can spread contamination across long distances through shared air streams
Design fixes that address these conditions directly:
- Minimize flat surfaces and exposed beams above open product zones
- Use sealed and sloped overhead structures
- Integrate environmental monitoring programs
- Seal hollow rails and structural steel near warm motors
Facility-Level Design: Zoning, Infrastructure, and Integration
Hygienic Zoning
Establishing physical barriers between zones with different contamination risk levels prevents cross-contamination. Key elements:
HVAC Differential Pressure Design:
FDA Appendix 9 (Allergen Cross-Contact Prevention) identifies air filtration and airflow control as critical allergen cross-contact controls. Three airflow rules follow from this:
- Air must flow from high-hygiene zones outward to lower-hygiene areas
- Non-allergen zones must be maintained at positive pressure relative to allergen-containing zones
- Any open product exposure area must be held at higher pressure than adjacent protected areas
Infrastructure Elements
Floor, Wall, and Ceiling Requirements:
SQF Code Edition 8.1 requires:
- Floors: "Hard-wearing, impervious, easily cleaned, and sloped to floor drains"
- Walls and ceilings: "Smooth, impervious, and easily cleaned"
- Dry storage rooms: "Located away from wet areas"
Equipment Elevation and Utility Routing:
- Elevate equipment off floors to allow cleaning underneath
- Route utilities (steam, water, compressed air, electrical conduit) to avoid dust traps
- Eliminate ledges created by overhead piping
Integrated Design Coordination:
When disciplines work in silos, hygiene gaps emerge at the handoffs — a drain slope designed without input from process engineering, or a utility chase that creates a dust trap no one planned for. Coordinating process design, architecture, HVAC, electrical, and controls within a single design effort closes those gaps before construction begins.
Hixson's structure — 20 in-house technical disciplines spanning architecture, process, mechanical, electrical, and controls and automation — is built around this coordination challenge. For food and beverage manufacturers handling powders, that means hygienic intent at the equipment level carries through to the facility design surrounding it, not getting diluted by scope boundaries.
Cleaning Strategies, Allergen Control, and Implementation
Cleaning Approaches
Dry Cleaning:
Vacuuming, scraping, and brushing require:
- Full access to all surfaces
- Removable components
- Adequate lighting
Wet Cleaning:
Requires:
- Sloped, drainable surfaces
- Appropriate material and seal selection
- Full drying protocol to prevent caking and microbial growth
Per 21 CFR 117.35(d)(1), surfaces must be "in a clean, dry, sanitary condition at the time of use" and "when wet-cleaned, they must, when necessary, be sanitized and thoroughly dried before subsequent use."
CIP/SIP:
Applicable to enclosed powder conveyance systems, reduces contamination risk from human contact, but requires designed-in spray coverage, drain points, and flow validation.
Cleaning method selection is only part of the equation. For facilities handling multiple ingredients, allergen control requires its own design layer.
Allergen Control Design Strategy
Decision Framework:
- Dedicated equipment for high-risk allergens (milk, tree nuts, peanuts) often justifies dedicated mixers, silos, and packaging lines
- Airflow segregation prevents cross-zone allergen drift via HVAC
- Changeover procedures (purge product, dry cleaning, targeted wet cleaning) must be supported by equipment geometry
These design decisions only hold up if cleaning validation keeps pace. Taylor et al. (FARRP) recommend re-validation of allergen cleaning procedures 2-4 times per year, with validation after three successive production runs to ensure consistency. The target: 99.9% certainty that no allergen residues will be detected.
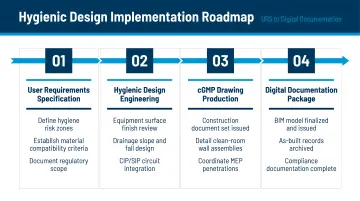
Implementation Roadmap
Embed Hygiene Throughout the Project Lifecycle:
- URS (User Requirements Specification): Write hygiene, allergen, cleanability, access, and validation requirements explicitly—not just throughput and footprint
- Vendor Assessment: Assess proposals against hygienic design criteria including internal weld photos and access demonstrations
- FAT/SAT Protocols: Incorporate hygienic design checks and cleaning trials, alongside mechanical performance verification
- Digital Documentation: Capture equipment cleaning procedures and maintenance tasks in CMMS and QMS to make hygiene auditable and traceable
Frequently Asked Questions
What is the difference between "sanitary design" and "high-sanitation design" for powder equipment?
Sanitary design suits lower-risk dry environments (cereals, pet kibble) with routine cleaning protocols. High-sanitation design is engineered for elevated-risk environments (RTE products, raw proteins, multiple allergens) requiring frequent washdown, 316 stainless steel, IP-rated enclosures, and validated deep-cleaning protocols.
Are screw conveyors always a poor choice for hygienic powder handling?
Screw conveyors can be used hygienically when fully enclosed, accessible for cleaning, designed without internal hanger bearings, and matched to powders that don't compact or smear. In high-allergen or pharmaceutical applications, alternative conveyor types typically carry lower hygiene risk and cleaning burden.
What regulatory standards govern hygienic equipment design for food powder systems in North America?
FSMA Preventive Controls (21 CFR 117), the NAMI 10 Principles of Sanitary Design, and standards published by 3-A SSI and NSF International are the primary frameworks. Regulators expect a risk-based documented rationale—not just equipment made from approved materials.
Can dry cleaning alone be sufficient, or is wet cleaning always required for powder processing equipment?
Dry cleaning can be adequate for low-moisture, low-risk products. Allergen-sensitive, microbiological-risk, or pharmaceutical-grade applications typically require validated wet cleaning at defined intervals, with the approach driven by hazard analysis and cleaning validation data.
How does facility and building design affect the hygienic performance of powder handling equipment?
Floor slope and drainage, HVAC differential pressure zoning, overhead surface design, utility routing, and wall/ceiling finishes all directly influence cleaning effectiveness and contamination spread. Coordinating facility design with equipment selection from the start prevents costly retrofits and compliance gaps later.
When should a manufacturer replace legacy powder equipment rather than retrofit it?
Start with a structured risk assessment to identify equipment with the highest allergen, microbiological, or foreign material exposure. Modifications can address access and sealing issues, but equipment with irreparable geometry, inaccessible welds, or chronic sanitation failures typically warrants replacement once cleaning burden and risk exceed capital cost.