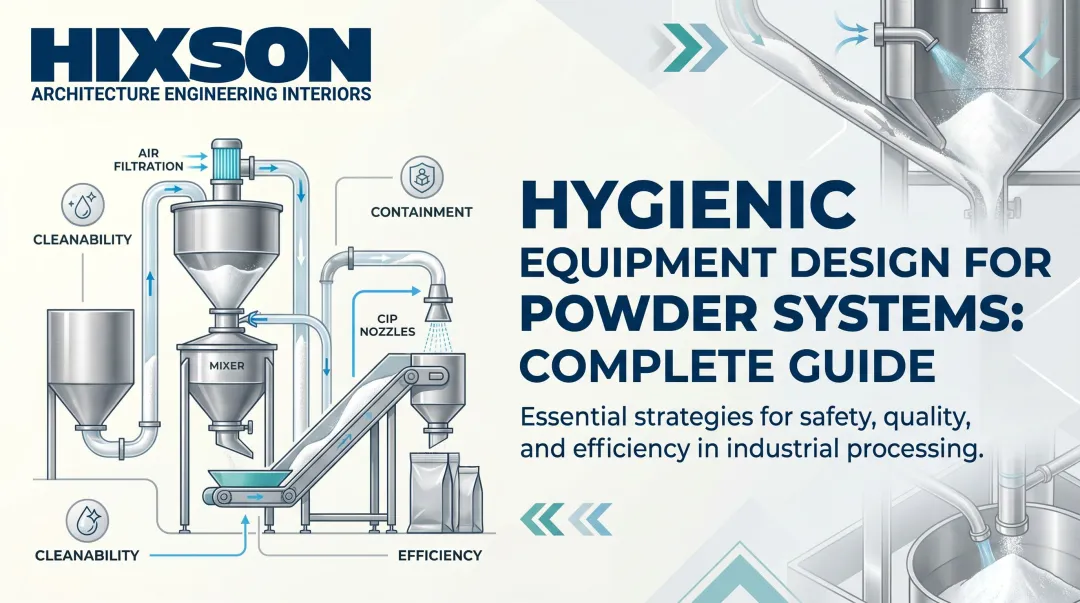
Introduction
High-speed bottling lines are built to run. When they stop — whether for an extended CIP cycle, a failed swab, or a contamination event — the cost is immediate and measurable. According to Food Engineering's analysis of ABB survey data, unplanned downtime in food manufacturing averages $169,889 per hour, with 29% of facilities reporting losses between $100,000 and $499,999 per hour.
Most conversations about that downtime focus on mechanical reliability — motors, fillers, conveyors. But a significant share of bottling downtime originates somewhere else entirely: facilities and systems that weren't designed with cleanability in mind.
The culprits are often mundane but persistent:
- Poor drainage that pools product and prolongs CIP cycles
- Non-hygienic structural supports that harbor contamination between cleanings
- CIP circuits sized or routed in ways that double sanitization time
These are design failures, not equipment failures. Left unaddressed, they accumulate — in audit findings, in lost production hours, in unplanned line stops.
What follows examines how hygienic design functions as an engineering lever for uptime, which facility-level decisions matter most, and why those decisions must be made at the start of a project — not retrofitted after the first failed audit.
Key Takeaways
- Sanitation-related downtime stems from design decisions — not just how crews operate
- Core principles: 316L stainless steel, self-draining geometry, zero dead legs, and full access for cleaning crews
- Floor slopes, drain placement, wall finishes, and equipment spacing determine whether hygienic equipment stays hygienic
- Optimized CIP systems can reduce cleaning cycle times by up to 50% — that time comes back as production capacity
- Hygienic design must be addressed during programming and schematic design; retrofits are expensive, slower, and often incomplete
Why Hygienic Design Is a Downtime Problem, Not Just a Safety Problem
Downtime in bottling facilities falls into two categories, and hygienic design affects both.
Scheduled downtime — planned CIP cycles, changeovers, sanitation shifts — is unavoidable. But the duration of those cycles isn't fixed. It's a function of how well the facility and equipment were designed for cleaning.
Unplanned downtime — contamination findings, failed environmental swabs, regulatory observations, product holds — is largely preventable. A single harborage point can allow microbial growth that spreads to product-contact surfaces. Common examples include:
- A crevice behind a conveyor bracket
- A drain that retains liquid beneath equipment
- An unsealed pipe penetration
The remediation timeline for a contamination event dwarfs whatever time it would have taken to design that surface correctly in the first place.
The Regulatory Dimension
FDA's FSMA (21 CFR Part 117) establishes cleanability as a compliance requirement, not just a best practice. Specifically:
- 21 CFR 117.20 requires plant buildings and structures to be designed to facilitate maintenance and sanitary operations
- 21 CFR 117.40 requires food-contact surfaces to be corrosion-resistant, nontoxic, and capable of withstanding cleaning and sanitizing compounds
- 21 CFR 117.35 requires physical facilities to be maintained in a clean and sanitary condition
Regulatory inspections now evaluate whether a facility can be cleaned to microbiological standards — not just whether it currently shows contamination evidence. Third-party certifications from 3-A SSI, EHEDG, and NSF/ANSI establish equipment and facility design benchmarks that increasingly appear in retail customer requirements and co-manufacturing agreements.
The Cost Case
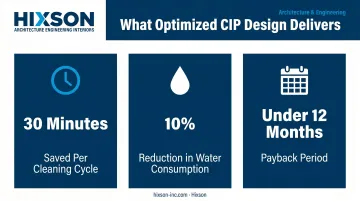
The upfront premium for hygienic design features — smooth-finish stainless surfaces, proper drainage slopes, sealed penetrations — is modest. Tetra Pak's analysis of beverage CIP optimization shows potential for up to 50% lower cleaning costs and up to 50% reduction in circulation time. In documented dairy cases, CIP redesign delivered measurable results:
- 30 minutes saved per cleaning cycle
- 10% reduction in water consumption
- Payback in under 12 months
For high-speed bottling lines running multiple CIP cycles per day, those savings compound quickly — and that's before factoring in the avoided cost of a single contamination event.
Core Hygienic Design Principles for High-Speed Bottling Lines
The North American Meat Institute's Equipment Design Task Force 10 Principles of Sanitary Design provide a cross-sector baseline applicable to food and beverage equipment. 3-A SSI's 2026 General Requirements Standard independently sets hygienic design benchmarks specifically for equipment processing milk, beverages, and food ingredients. Both frameworks converge on the same practical requirements.
Material Selection
316L stainless steel is the standard for product-contact and high-splash surfaces in bottling environments. The "L" designation (low carbon) matters: it provides superior resistance to chloride-induced corrosion compared to 304 stainless, which degrades under repeated exposure to CIP chemicals and sanitizers.
Surface finish carries equal weight. Electropolished or mechanically polished finishes to defined Ra values minimize surface porosity where biofilm can establish. This requirement extends to gaskets, seals, and bearings — non-hygienic materials in secondary components are a frequent cost-cutting mistake. They create harborage points that corrode and become contamination sources.
3-A's 2026 update requires CIP gasket joints to create surfaces "substantially flush" with offsets no more than 1/32 inch — a detail that illustrates how precise these requirements are.
Self-Draining Geometry
Every surface exposed to liquid — equipment frames, floors, structural supports, conveyor beds — must be designed so liquid flows to a drain without pooling. This applies during operation and after washdown. Manual drying is not a substitute for designed-in drainage; it introduces human error and rarely achieves the same result.
Equipment and facility surfaces should be self-draining by geometry, not by procedure.
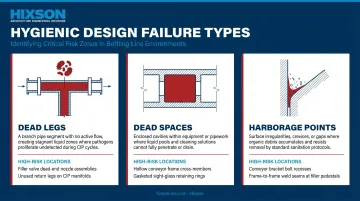
Eliminating Dead Legs, Dead Spaces, and Harborage Points
These terms have specific meanings in hygienic design:
- Dead legs: pipe segments or branches where liquid doesn't circulate during CIP, allowing microbial growth in stagnant fluid
- Dead spaces: enclosed cavities in equipment frames or structural members that cannot be cleaned
- Harborage points: crevices, gaps, or junctions below the threshold where cleaning chemistry and mechanical action can reach
In bottling lines, the highest-risk locations include:
- Pipe connections and filler valves
- Conveyor chain links and bracket-to-frame junctions
- Bolted connections that should be continuous welds
3-A SSI requires hygienic design verification to confirm the absence of crevices, hidden cavities, dead legs, and non-sanitary threads in product contact zones.
Accessibility for Cleaning and Inspection
Equipment that can't be reached can't be cleaned. High-speed bottling lines must allow sanitation crews to access every internal and external surface through:
- Open-frame construction where possible
- Tool-less disassembly of product-contact parts
- Equipment spacing that permits personnel and cleaning equipment to work effectively
Inaccessibility is often a facility layout problem as much as an equipment one. Spacing constraints, column placement, and utility routing can all block access that compliant equipment design otherwise provides — which is why hygienic design must be evaluated at the facility level, not just at the machine.
The Facility Layer: What Equipment Specification Sheets Don't Cover
Equipment manufacturers design their machines to hygienic standards. But the facility surrounding that equipment — floors, walls, ceilings, drains, foundations, utility penetrations, overhead structure — must be engineered to the same standard. A hygienic filler surrounded by a non-hygienic facility undermines the entire investment in the equipment.
Closing that gap requires an integrated architecture and engineering firm — one where process engineers and architects share project ownership from day one, not handoff to handoff.
Floor Systems
Bottling room floor design involves several interdependent decisions:
- Flooring material: epoxy urethane or resin-based troweled systems for chemical resistance and seamless cleanability; quarry tile with appropriate grout joints where thermal cycling is a factor
- Drain placement and sizing: capacity to handle peak washdown volumes without flooding or backflow
- Slope configuration: continuous slopes toward drains to eliminate pooling under and around equipment
- Trench drains vs. floor drains: trench configurations collect runoff across broader zones and are often preferred in high-washdown areas
Undersized or improperly sloped drainage is among the most frequently cited facility hygiene deficiencies. An FDA warning letter to Juicer Connections documented exactly this failure: a clogged production-room floor drain with standing water under and around food-processing equipment — a textbook Listeria harborage condition.
Wall, Ceiling, and Structural Finishes
Microbial harborage in the ambient environment above and around product-contact zones is a secondary but real risk. Design requirements include:
- Smooth, non-porous wall and ceiling surfaces rated for high-humidity and washdown environments
- Coving at all floor-wall junctions to eliminate unclenable corners
- Sealed utility penetrations — every unsealed pipe through a wall is a harborage point
- Overhead structural design that eliminates horizontal ledges where condensate or debris accumulates above open product
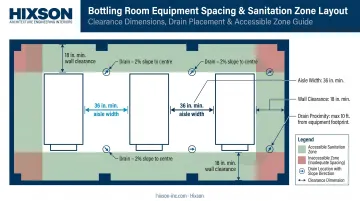
Equipment Layout and Spacing
Where equipment sits within a facility — aisle widths, clearances between machines and walls, orientation relative to drains — determines whether sanitation crews can actually reach the surfaces they're responsible for cleaning.
Inadequate spacing turns a hygienically designed machine into an inaccessible one. This is a facility design decision, not an equipment specification decision, and it requires process engineers and architects to coordinate during early design phases before equipment locations are committed to the building layout.
The Integration Requirement
Achieving alignment across all of these decisions — flooring, structure, equipment layout, utility routing — requires disciplines that work together from project inception. Hixson's model of 20 integrated, in-house technical disciplines, including architecture, process engineering, manufacturing engineering, mechanical engineering, and plumbing systems, is specifically structured to prevent the coordination gaps where hygienic design deficiencies enter facility projects.
That model shaped Hixson's work on the Milo's Tea Company greenfield facility in South Carolina: a 180,000 SF manufacturing and distribution complex where process and packaging engineering, building systems design, and automation engineering were coordinated from master planning through commissioning. The Samuel Adams Cincinnati Brewery expansion followed the same approach. That project, the largest brewery investment in Cincinnati's history, required canning line infrastructure, building systems, and utility design to be aligned from project inception — not reconciled after the fact.
Warren Green, P.E., Hixson's Manager of Process Engineering, serves as Vice Chair of the 3-A SSI Workgroup on General Requirements, the standard that governs hygienic equipment design for beverage and dairy facilities. That direct involvement in standards development means Hixson's design specifications reflect current requirements, not a lagged interpretation of them.
CIP and Utility System Design: The Backbone of Sanitation Efficiency
CIP system design is where hygienic facility design most directly converts into measurable uptime. The variables that determine cleaning cycle duration and effectiveness include:
- Circuit routing: single-use vs. recovery circuits; how product residue is managed between segments
- Flow velocity: SPX Flow dairy technology guidance specifies CIP velocity should not be less than 1.5 m/sec to achieve turbulent flow and mechanical cleaning action
- Temperature and chemical sequencing: caustic wash, acid rinse, and sanitizer application each serve distinct functions — the sequence and dwell times matter
- Spray coverage validation: designed-in spray devices must be specified and validated to confirm they reach all internal surfaces
A poorly designed CIP circuit can double cleaning time compared to an optimized system. Tetra Pak's documented dairy case study — 15% shorter CIP time, 30 minutes saved per cycle, 10% lower water use, 15% lower chemical use — illustrates what optimization delivers. A separate Tetra Pak case for a Brazilian fermented-milk producer reported 30% reduction in equipment downtime through CIP system improvements.
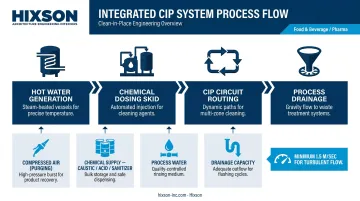
Utility Systems That Support CIP
The CIP system doesn't operate in isolation. It depends on:
- Hot water generation sized for simultaneous circuit cleaning during peak demand
- Process drainage designed to handle chemical effluent at CIP flow rates without backflow risk
- Compressed air for circuit purging and drying
- Chemical dosing skid integration with automated sequencing
These utility systems must themselves be designed to hygienic standards. Dead legs in CIP supply piping are a documented contamination source — and they're just as likely to occur in supply infrastructure as in the process equipment it serves.
Hixson's Plumbing Systems team, led by John Brockmeier P.E., engineers central sanitation systems, process water, hot water generation, high-pressure rinse systems, and process drainage as integrated components of food and beverage facility projects. CIP circuit routing, drain and floor design for sanitation runoff, and chemical supply integration are coordinated with process and manufacturing engineering from the start of design. Utility systems are treated as part of the sanitation solution, not retrofitted around it.
Changeover Efficiency
In high-speed bottling running multiple SKUs or product types, CIP cycles between changeovers are a primary production downtime driver. Automated sequencing, validated protocols, and well-routed circuits can compress changeover time — but only when process and plumbing design are coordinated from the start.
The highest-value coordination points include:
- Circuit connection points: where product residue enters the CIP circuit and how quickly it clears
- Cleaning verification: how inline sensors or sampling protocols confirm a clean state before restart
- Layout alignment: how bottling line geometry affects circuit routing length and drain-back efficiency
Common Hygienic Design Mistakes That Drive Downtime
Three patterns appear repeatedly in bottling facilities that struggle with sanitation-related downtime:
1. Non-hygienic secondary components
Investing in hygienic-grade fillers, cappers, and labelers while using standard carbon steel for equipment legs, conveyor supports, and floor brackets is a false economy. These components corrode, create harborage, and generate maintenance calls that halt the line. The incremental cost of upgrading structural components to hygienic-grade materials is small relative to one unplanned downtime event.
2. Inadequate drainage
Floor drains that are undersized, incorrectly sloped, improperly located relative to washdown zones, or built with non-hygienic drain bodies create pooled liquid under equipment: a documented Listeria harborage condition in wet processing environments.
When pooled water is found during an audit, the remediation timeline extends well beyond what correcting the drain design at the outset would have required.
3. Late-stage hygiene retrofits
Hygienic design requirements added during construction or after commissioning cost more and typically deliver less. Retrofitting floor slopes, adding drains, or relocating equipment to improve sanitation access creates rework costs, schedule delays, and in some cases permanent cleanability compromises because structural constraints prevent full correction.
The cost of change escalates with each project phase. What a modest design fee resolves during schematic design can cost orders of magnitude more during construction or after occupancy.
Integrating Hygienic Design at the Right Stage
Decisions made during programming and schematic design cost a fraction of what corrections cost once construction documents are in progress — and the ability to influence outcomes drops steeply from there.
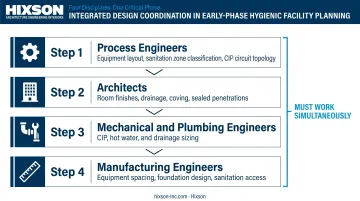
For a high-speed bottling facility, early-phase hygienic design coordination looks like this:
- Process engineers establish equipment layout and sanitation zone classification — wet vs. dry zones, zone boundaries, and CIP circuit topology
- Architects design room finishes, drainage, coving, and sealed penetrations matched to zone requirements
- Mechanical and plumbing engineers size CIP, hot water, and drainage systems to process demand — not generic building standards
- Manufacturing engineers coordinate equipment spacing and foundation design to ensure sanitation access is physically achievable
When these disciplines work sequentially or in silos, gaps appear at the interfaces. Common failure points include:
- Drainage designed independently of equipment layout
- CIP circuits routed without coordinating plumbing capacity
- Structural supports specified without reference to hygienic material standards
Commissioning and Validation
Hygienic design effectiveness must be verified before production starts. EHEDG Guideline 45 defines cleaning validation as documented evidence that cleaning, properly implemented, consistently controls hazards. A robust commissioning scope includes:
- Environmental swabbing protocols to confirm microbiological cleanliness after startup
- CIP validation — flow velocity, temperature, and chemical concentration verification at each circuit
- Third-party audit-readiness assessment before retail or co-manufacturing agreements are activated
Facilities that build validation into commissioning avoid the expensive post-production discovery of design deficiencies. Retail customers and co-manufacturers now routinely require validation documentation before activating supply agreements — making it a prerequisite for going to market, not a post-launch checkbox.
Frequently Asked Questions
What is the difference between sanitary design and hygienic design in bottling facilities?
"Sanitary design" typically refers to equipment-level cleanability standards for lower-risk or dry-processing environments. "Hygienic design" is broader — it covers both equipment and facility systems (floors, walls, drains, utilities) engineered to prevent microbial harborage. In wet, high-speed bottling environments, equipment-only compliance without facility-level design leaves significant gaps.
How does poor facility design cause unplanned downtime in high-speed bottling?
Facility-level deficiencies — inadequate floor drainage, inaccessible equipment spacing, non-hygienic structural components — create harborage points that either trigger contamination events or extend sanitation cycles. Both outcomes reduce productive line time, and contamination events typically require far longer remediation than scheduled cleaning cycles.
Which regulatory standards govern hygienic design in US beverage bottling facilities?
FDA's FSMA (21 CFR Part 117) establishes cleanability requirements for facilities, equipment, and food-contact surfaces. USDA requirements apply to dairy and certain other product types. Third-party standards — 3-A SSI, EHEDG, and NSF/ANSI 2 — set design benchmarks increasingly referenced in retail customer and co-manufacturing contracts.
How does CIP system design affect uptime in high-speed bottling operations?
CIP system design determines cleaning cycle duration and microbiological effectiveness. An optimized circuit with correct flow velocities, temperatures, and chemical sequencing can reduce cleaning time by up to 50% compared to a poorly designed system — and still achieve more reliable microbiological cleanliness. For a high-speed line, that's hours of recovered production capacity per week.
When in a facility project should hygienic design decisions be made?
During programming and schematic design — before structural, mechanical, and architectural systems are committed to design. Decisions about floor systems, drainage layout, equipment spacing, and CIP routing made at this stage cost a fraction of what corrections cost during construction or after commissioning, and they achieve outcomes that retrofits often can't fully replicate.
What is the ROI of investing in hygienic facility design for a high-speed bottling line?
Hygienic design pays back through shorter sanitation cycles, fewer contamination events, reduced regulatory risk, and longer surface service life. The upfront premium is modest — and the cost of a single unplanned contamination event or product recall consistently exceeds the full investment in getting the facility design right from the start.