The problem is that dust collection systems are frequently treated as a procurement decision. A facility identifies a need, gets quotes, buys equipment, and installs it. What gets skipped — the engineering — is exactly what determines whether that equipment actually works in that facility, with those dust types, under those operating conditions.
This article covers why engineering-led design produces measurably different outcomes, what advantages it delivers across safety, performance, and cost, and what the documented consequences look like when engineering is bypassed.
Key Takeaways
- Engineering determines whether a dust collection system actually performs — not just whether equipment is present
- Three core advantages drive the case: hazard-compliant safety design, optimized performance, and lower total cost of ownership
- Skipping engineering leads to undersized systems, code violations, and unplanned downtime
- Effective dust collection requires mechanical, process, electrical, and controls engineering working together — an equipment vendor alone won't get you there
- Systems designed correctly from the start require fewer modifications, last longer, and scale without major capital reinvestment
What Is Engineering-Driven Dust Collection System Design?
Buying a dust collector is not the same as designing a dust collection system. That distinction matters more than most facility managers realize until something goes wrong.
Engineering-driven design is the process of analyzing a facility's specific dust sources, airflow requirements, material characteristics, process flows, and compliance obligations — then specifying a system that performs reliably under actual operating conditions. Not theoretical ones.
This approach applies across any industry where dust is generated, but the engineering inputs differ significantly by sector:
- Sugar dust in a confectionery plant carries different explosion risk characteristics than metal particulate in a fabrication shop
- Combustible dust in a grain facility falls under different NFPA provisions than pharmaceutical powder in a cGMP environment
- Snack and ingredient handling introduces allergen cross-contamination considerations that purely industrial applications don't face
- Woodworking and metalworking each require distinct filtration media, duct velocities, and hazard classifications
What remains constant across all of them: the engineering is what connects the equipment to the facility, the process, and the regulatory environment. Without that connection, a dust collector is just a piece of equipment — one that may run, but won't necessarily perform, comply, or hold up when process conditions change.
Key Advantages of Proper Engineering in Dust Collection System Design
The advantages below are grounded in operational outcomes — safety performance, system efficiency, and financial impact. Each is most visible when comparing engineered systems to equipment-only or vendor-specified solutions operating in similar environments.
Safety and Regulatory Compliance by Design
Engineering-led design incorporates hazard assessment, material flammability analysis, and code requirements from the start, not as an afterthought following an inspection or incident.
In practice, engineers evaluate combustible dust characteristics, determine explosion risk classifications, and specify appropriate venting, spark detection, and suppression systems. Ductwork review eliminates ignition risks through measures such as:
- Avoiding PVC duct where flammable dust is present
- Preventing shared suction lines between grinding equipment and collection systems
- Confirming material compatibility across all duct, fitting, and collector components
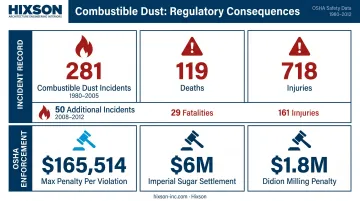
The stakes are documented and severe. A CSB case study identified 281 combustible dust incidents from 1980 to 2005, causing 119 deaths and 718 injuries. A subsequent review found 50 additional fires or explosions from 2008 to 2012, adding 29 fatalities and 161 more injuries. The 2008 Imperial Sugar explosion — where sugar dust accumulated in an enclosed conveyor lacking ventilation — killed 14 workers and injured 36.
OSHA's enforcement posture reflects the seriousness. As of January 2025, maximum penalties reach $165,514 per willful or repeated violation. Imperial Sugar paid $6 million to resolve OSHA citations. Didion Milling agreed to more than $1.8 million in penalties following its 2017 corn mill explosion.
KPIs affected: recordable incident rates, regulatory compliance status, permit approval timelines, insurance liability exposure
Compliance documentation — CFM ratings, emission estimates, equipment model numbers — also supports permitting and regulatory reporting. Facilities that have completed PSM/HAZOP engineering audits are far better positioned to identify hazards before they become incidents.
Hixson's process engineering team, led by Warren Green, P.E., provides this type of structured hazard assessment for food, beverage, and pharmaceutical clients operating under multi-agency oversight from OSHA, EPA, and NFPA.
This advantage is highest-stakes in food and beverage, pharmaceutical, and heavy industrial environments — where dust may be combustible, respirable, or both.
System Performance and Operational Efficiency
A properly engineered system is sized correctly, ducted correctly, and matched to the specific dust types and volumes of the facility. Those three things determine whether the system actually captures dust at the source, maintains transport velocity, and operates without chronic disruption.
Engineers calculate required airflow per pickup point, design ductwork for balanced static pressure, select fan capacity to match system resistance, and specify hood geometry for maximum capture efficiency. None of that is addressed in a standard equipment quote.
Ductwork design is frequently the weak point in non-engineered systems. Even a powerful collector underperforms when duct routing, branch sizing, or balancing is incorrect. Transport velocity requirements are not arbitrary: ACGIH guidance specifies 3,500–4,000 fpm for average industrial dusts, while heavy or moist dusts require 4,500 fpm or higher. Miss those targets and dust either settles in ducts or filter wear accelerates.
Sizing errors in either direction create problems:
- Undersized systems allow fugitive dust to settle on machinery, structural surfaces, and product lines, creating contamination risk and accelerating equipment wear
- Oversized systems generate excess noise, waste energy, and increase airflow resistance without performance benefit
- The DOE notes that U.S. manufacturing fan systems consume approximately 79 billion kWh per year — roughly 15% of motor electricity — and that designers frequently oversize fans, increasing energy and maintenance costs while reducing reliability
In food and pharmaceutical environments, fugitive dust is not just an efficiency issue. It introduces contamination risk, affects product quality, and can trigger regulatory findings under food safety frameworks. Engineering performance directly protects product integrity.
KPIs affected: system uptime, filter change frequency, energy consumption, air quality measurements, fugitive dust incidents, product contamination events
Performance engineering matters most in multi-source systems, facilities with varying dust types across processes, and environments where dust capture failure carries a direct quality or safety consequence.
Total Cost of Ownership and Long-Term Investment Protection
An engineered system is built with the facility's full operational lifecycle in mind, accounting for scalability, maintenance accessibility, and component compatibility. The result is fewer reactive repairs, avoided premature replacements, and less unplanned downtime.
Proper specification from the start eliminates the most common and expensive failure modes:
- Clogged filters from incorrect media selection
- Fan failure from undersized capacity
- Duct corrosion from incompatible materials
- Costly modifications when process changes weren't accounted for in the original design
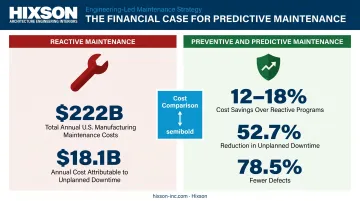
The cost of reactive maintenance is not theoretical. NIST estimated $222 billion in total annual manufacturing maintenance costs and losses, with $18.1 billion attributable to downtime alone. The DOE estimates that preventive maintenance saves 12–18% over reactive programs, while NIST found that establishments emphasizing predictive and preventive maintenance experienced 52.7% less unplanned downtime and 78.5% fewer defects.
Engineering also enables scalability. A system designed with future process expansion in mind can be extended without major capital reinvestment. An unengineered system typically requires full replacement when loads or processes change, often at a cost far exceeding what proper engineering would have required upfront.
KPIs affected: total cost of ownership, maintenance labor hours, unplanned downtime incidents, capital expenditure frequency, filter and component replacement costs
The return on engineering investment compounds over time. In high-production facilities or those facing frequent regulatory change, the gap between engineered and unengineered system costs widens with every process modification and every avoided incident.
What Happens When Engineering Is Skipped
The failure pattern is consistent and predictable. Facilities that purchase equipment based on product specifications alone — without engineering analysis — typically discover within the first year that the system is the wrong size, ducted incorrectly, or incompatible with their specific dust characteristics.
The consequences cascade:
- Inadequate capture velocity allows dust to escape collection hoods and settle on machinery, surfaces, and product — creating contamination risk and accelerating equipment wear
- Incorrect duct sizing causes pressure imbalances that either starve certain pickup points or create excessive velocity that damages filters and drives up energy draw
- Missing or incorrectly specified explosion protection — absent NFPA-compliant venting, suppression, or isolation — leaves facilities legally exposed and physically at risk; OSHA's OTM notes that over half of combustible dust explosions occur in dust collection equipment itself
- Reactive modifications — re-routing ducts, upsizing fans, adding filtration stages after installation — cost substantially more than proper engineering would have cost before it
The incident record is specific. Three cases illustrate what this looks like in practice:
- Imperial Sugar: Dust collection equipment was in disrepair, with duct pipes filled with sugar dust and fans operating below required performance
- Didion Milling: The absence of deflagration isolation allowed a fire to propagate through interconnected dust collection systems
- Legacy Cooperative (2024): OSHA found grain dust accumulations exceeding 1/8 inch and duct-tape repairs on the dust collection system — resulting in $536,965 in proposed penalties
These outcomes follow from a single root cause: treating dust collection system design as a procurement decision rather than an engineering one.
How to Get the Most Value from Dust Collection Engineering
Engineering delivers its full value when it begins at project conception — not after equipment is specified. The design decisions that most affect performance, compliance, and cost are made earliest and are most expensive to change later.
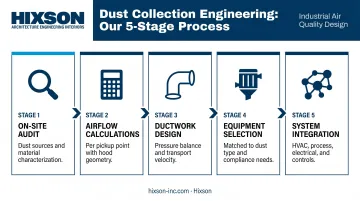
A thorough engineering process includes:
- On-site audit of dust sources and material characteristics — identifying dust types, generation rates, and process-specific hazards
- Airflow calculations per pickup point, accounting for hood geometry and capture requirements
- Ductwork design and pressure balance analysis to maintain appropriate transport velocity throughout the system
- Equipment selection matched to the specific application, dust type, and compliance environment
- Integration with existing systems — HVAC, process, electrical, and controls — so the dust collection system operates as part of the facility, not alongside it
Integration with existing systems is where the structure of the engineering team matters most. Dust collection is not a standalone mechanical problem — it spans multiple disciplines simultaneously:
- Process engineering: dust characterization and hazard analysis
- Electrical engineering: hazardous area classification
- Controls engineering: monitoring, automation, and filter cleaning integration
Single-discipline or vendor-only approaches cannot address all of these variables at once.
Hixson's 20 integrated in-house disciplines — spanning mechanical, process, electrical, controls, and more — are structured to manage this coordination directly, eliminating the handoff failures that occur when disciplines operate in silos. That integration is most consequential in food, beverage, and pharmaceutical facilities, where dust collection engineering intersects with cGMP compliance, food safety frameworks, and PSM/HAZOP requirements.
Ongoing value also requires ongoing practice. Scheduled performance reviews, filter monitoring, and adaptation to process changes are necessary to maintain compliance and efficiency as the facility evolves — because a system designed for today's process may not meet requirements after a production line change or a regulatory update.
Conclusion
The importance of engineering in dust collection system design is not about complexity for its own sake. It is about control, compliance, and consistent performance that protects workers, assets, and operations.
The advantages compound. Safety is built into the specification before construction begins, not patched in after an inspection citation. Performance is calculated against actual airflow and hazard conditions, not assumed from a vendor data sheet. Cost is managed across a lifecycle — capital, maintenance, and regulatory exposure together. Facilities that treat dust collection as a managed system consistently outperform those that treat it as installed infrastructure.
The engineering investment required to get this right is a fraction of the cost of a single compliance failure or combustible dust incident. OSHA enforcement actions, facility shutdowns, and injury liability routinely run into the millions. Proper engineering at the design stage is, by any measure, the lower-cost path.
Frequently Asked Questions
How does a dust collection system work?
A dust collection system uses capture hoods positioned at dust sources, a ductwork network to convey dust-laden air, a fan to maintain transport velocity, and a collector — baghouse, cartridge, cyclone, or similar — to filter and separate dust from the airstream. Clean air is then returned to the space or exhausted, depending on the application and regulatory requirements.
What are the engineering controls for dust?
Engineering controls follow a hierarchy: elimination or substitution at the process level, then local exhaust ventilation and capture hoods at the source, then enclosed or isolated process design. OSHA and NFPA provide specific guidance by industry and dust type, with local exhaust ventilation typically the most critical engineered layer.
How much does a dust collection system cost?
The EPA's Control Cost Manual identifies volumetric flow rate and pollutant loading as the primary cost drivers, with explosion protection requirements adding significantly to both scope and budget. Engineering costs are an additional line item, but they reduce total cost of ownership by preventing the far more expensive corrections that follow a poorly designed installation.
Why is proper ductwork design critical in dust collection?
Ductwork determines whether the system maintains adequate transport velocity at every pickup point — too slow causes blockages from settled dust; too fast accelerates filter wear and energy consumption. Balancing static pressure across a multi-branch system requires engineering calculation, not equipment specification estimates.
What NFPA standards apply to dust collection systems?
NFPA 660 (2025 edition) is the current consolidated combustible dust standard, combining the former NFPA 61, 484, 652, 654, 655, and 664 into a single framework. Industry-specific requirements remain within NFPA 660 and apply based on dust type and sector. Implementing any of these requirements correctly requires a formal dust hazard analysis — the standard defines the requirements; engineering determines how to meet them for your specific facility.
How do I know if my dust collection system is properly sized?
Proper sizing is confirmed through engineering analysis of actual airflow requirements per capture point, total system resistance, and fan performance curves — not equipment nameplate ratings. Visible signs of undersizing include fugitive dust on surfaces, frequent filter plugging, and excessive static pressure drop across the system.