Introduction
Craft beverage producers face a critical challenge when scaling up: how to eliminate harmful microorganisms while preserving the distinct flavor, color, and sensory character that defines their brand. Many struggle with inefficient batch pasteurization processes that create bottlenecks, limit production capacity, and can't keep pace with retail distribution demands. For juice, cider, kombucha, and tea producers moving from small-batch to commercial scale, these challenges intensify.
HTST (High-Temperature Short-Time) pasteurization offers a proven solution—a continuous-flow thermal process that heats beverages to a precise temperature for seconds, not minutes, then rapidly cools them. This approach achieves the 5-log pathogen reduction required by FDA regulations while minimizing heat exposure that degrades flavor compounds.
Yet HTST system design is far more complex than purchasing a pasteurizer. Successful implementation demands coordinated planning across product characterization, system sizing, facility infrastructure, utility routing, CIP integration, controls architecture, and regulatory validation — addressed together from the earliest design phase.
Producers who treat HTST as a standalone equipment purchase rather than an integrated facility system encounter costly modifications, compliance delays, and performance shortfalls that could have been avoided.
Summary
- HTST pasteurization heats beverages to 71–72°C for 3–15 seconds, reducing pathogens while preserving flavor
- Best suited for craft juice, cider, kombucha, and tea producers moving to continuous-flow processing at commercial scale
- Effective HTST systems depend on integrated facility design—heat exchangers, holding tubes, flow diversion valves, CIP, and controls must work as a single system
- Facility infrastructure—utility capacity, drainage, spatial planning—directly impacts system performance and regulatory compliance
- Validation is product-specific; parameters proven for one beverage don't transfer to another
What Is HTST Pasteurization?
HTST pasteurization is a continuous-flow thermal process in which liquid beverages are rapidly heated to a specific temperature (typically 71–72°C or 160–161°F), held at that temperature for a short, precisely controlled duration (often 3–15 seconds), then rapidly cooled. This achieves microbial reduction without the extended heat exposure of traditional batch methods.
The core outcome: eliminating or significantly reducing harmful microorganisms—bacteria, yeasts, molds—to meet food safety standards while retaining the flavor, color, aroma, and nutritional value consumers expect from craft beverages.
HTST vs. related processes:
| Process | Temperature | Hold Time | Outcome | Packaging Requirement |
|---|---|---|---|---|
| Batch (Vat) | 63°C (145°F) | 30 minutes | Refrigerated shelf life | Standard |
| HTST (Flash) | 72°C (161°F) | 15 seconds | Refrigerated shelf life | Standard or hot-fill |
| UHT | 138°C (280°F) | 2 seconds | Shelf-stable | Aseptic packaging required |
| Tunnel | ~62°C | Minutes (in-package) | Refrigerated or extended | Post-packaging only |
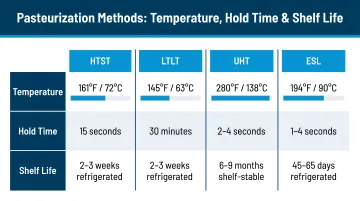
According to the International Dairy Foods Association, the baseline HTST standard for dairy is 72°C for 15 seconds, though craft beverage applications often require product-specific parameters validated for their unique composition and target pathogens.
HTST differs from alternatives in three practical ways. Batch pasteurization processes beverages in static tanks; HTST runs continuously, allowing direct integration with packaging lines. Compared to UHT, it uses lower temperatures and shorter exposure times, which better preserves flavor. And where tunnel pasteurization heats beverages after sealing in bottles or cans, HTST treats the liquid before filling.
Why Craft Beverage Producers Choose HTST Systems
As craft beverage operations scale beyond small-batch production, batch pasteurization becomes a bottleneck. HTST enables continuous production that matches packaging line flow rates, a critical requirement for commercial viability and retail distribution.
What HTST specifically addresses for craft producers:
- Verifies kill-step consistency across large volumes through automated temperature monitoring and diversion controls
- Preserves flavor and color across production runs by minimizing heat degradation of volatile compounds
- Generates reliable safety documentation for retail compliance and grocery chain distribution
- Recovers up to 90-95% of thermal energy through regenerative heat exchanger sections, reducing operating costs
Regulatory requirement: For juice products sold commercially in the U.S., FDA regulations under 21 CFR Part 120 require a 5-log pathogen reduction. HTST is a well-validated method for meeting this standard, with FDA guidance citing validated parameters such as 71.1°C (160°F) for 3 seconds or 71.7°C (161°F) for 15 seconds for juices with pH ≤ 4.0.
These regulatory requirements apply across a wide range of products now being processed at commercial scale. HTST is most commonly deployed for:
- Fresh-pressed and cold-pressed juices
- Hard cider (fermented apple beverages)
- Kombucha (to halt fermentation at a target point)
- Ready-to-drink teas and cold brew coffee
- Craft beer (though many styles remain intentionally unpasteurized)
The global kombucha market reached USD $4.82 billion in 2025, while the cold brew coffee market hit USD $3.87 billion. At that volume, batch pasteurization simply can't keep pace with production or distribution demands.
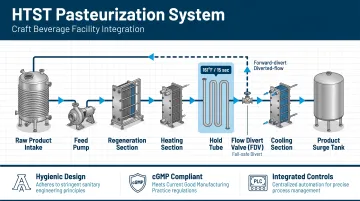
How an HTST System Works in Craft Beverage Production
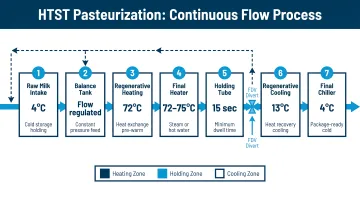
An HTST system moves beverage product through a series of precisely controlled stages:
- Balance tank holds raw product at a constant level
- Timing pump (positive displacement or magnetically controlled) draws product at a controlled flow rate
- Regeneration section pre-warms incoming cold product using heat from already-pasteurized hot product
- Heating section brings product to full pasteurization temperature using steam or hot water
- Holding tube maintains product at temperature for the required time
- Flow diversion device (FDD) monitors temperature and diverts under-temperature product back to the balance tank
- Cooling section rapidly cools pasteurized product to packaging temperature using chilled water
Time and temperature are inversely adjustable within regulatory limits. Higher temperatures enable shorter hold times — but these parameters must be validated for each specific beverage product, not assumed from dairy or juice defaults.
Automated temperature sensors, the FDD, and the timing pump work together to ensure any under-temperature product is diverted for reprocessing before it reaches packaging. Each stage in the process plays a specific role in making that happen, detailed below.
Heating and Regeneration Section
Incoming cold raw product flows on one side of the plate heat exchanger while already-pasteurized hot product flows on the other. This regenerative heat transfer pre-warms the raw product before it reaches the dedicated heating section, where steam or hot water brings it to full pasteurization temperature.
That heat exchange is where energy efficiency gains of 90–96% are achieved — one of HTST's most significant operational advantages over batch pasteurization.
Holding Tube
The holding tube is where product dwells at pasteurization temperature for the required minimum time. Residence time is determined by tube length, diameter, and product flow rate. According to 3-A Accepted Practice 603-07, holding tubes must maintain a continuous upward slope of at least ¼ inch per foot, with minimum average velocity of 1.0 ft/s to ensure proper flow dynamics.
Flow Diversion Device (FDD)
The FDD monitors product temperature at the end of the holding tube. If temperature falls below the set point, the device automatically diverts product back to the balance tank for reprocessing. Per 3-A standards, the FDD must fail-safe — diverting on power or air loss — and transition from forward flow to divert in one second or less.
Cooling Section
Chilled water or glycol rapidly brings pasteurized product down to packaging temperature (typically 4–10°C). Fast cooling limits post-pasteurization microbial growth and prepares product for immediate filling.
Critical HTST System Design Factors for Craft Beverage Facilities
Product Viscosity and Composition
Plate heat exchangers work efficiently for clear, low-viscosity liquids like apple juice, filtered cider, and cold brew. High-pulp, high-fiber, or particulate-containing products—such as kombucha with active cultures or pulpy orange juice—risk fouling the narrow plate gaps. For these products, tubular heat exchangers are the better choice, designed specifically for products with particulates and higher viscosity.
System Capacity Sizing
The HTST system must be sized for:
- Current production volume
- Projected growth over 3-5 years
- Peak seasonal demand (e.g., cider in autumn, cold brew in summer)
Undersized systems create processing bottlenecks that limit revenue. Oversized systems increase capital cost and may cause quality issues at low flow rates due to insufficient turbulence or residence time variability.
Typical craft beverage HTST systems range from 300 to 2,000 gallons per hour (GPH), though larger operations may require 10,000+ GPH capacity.
Facility Design Considerations
Equipment selection is only one piece. HTST system design requires full facility integration across several interdependent systems:
- Floor space and drainage: HTST skids require adequate clearance for maintenance access, with floor drains positioned to handle CIP discharge and product spills without cross-contamination
- Utility connections: Steam or hot water for heating, chilled water or glycol for cooling, compressed air for pneumatic controls, electrical power (typically 480V or 208V three-phase), and adequate drainage capacity
- Spatial relationship: The HTST skid must be positioned relative to upstream holding tanks and downstream filling equipment to minimize piping runs, pressure drop, and product hold-up volume
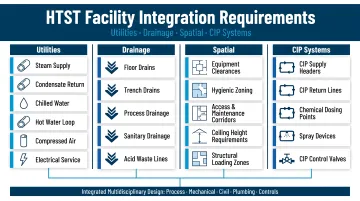
CIP System Integration
HTST systems require validated Clean-In-Place (CIP) cycles to maintain sanitary conditions. Facility design must accommodate:
- Dedicated CIP supply lines with proper cross-connection prevention (physical disconnect or double block-and-bleed)
- Chemical dosing systems for alkaline and acid wash cycles
- Drainage routing that prevents cross-contamination between CIP discharge and product zones
- FDD positioning—must remain in divert for the first 10 minutes of CIP
Controls and Automation Design
The level of automation affects both compliance documentation and operational burden:
- Basic manual controls: Operator monitors temperatures and manually diverts product—lower capital cost but higher labor and compliance risk
- PLC/SCADA systems: Automated monitoring, data logging, alarm management, and regulatory compliance reporting—higher initial investment but lower long-term operational cost and better traceability
Selecting the right control architecture depends heavily on production scale, regulatory requirements, and long-term growth plans. Hixson's Controls & Automation group, with more than 75 years of combined team experience in food and beverage automation, works with craft producers during facility design to align control system specifications with both compliance needs and operational realities.
Common HTST Design Mistakes and Misconceptions
Assuming Validated Parameters Are Universal
The most common mistake: assuming HTST pasteurization parameters validated for dairy or apple juice can be directly applied to kombucha, cider, or cold brew. Each product's pH, composition, and target microorganism profile requires its own validated time-temperature combination. FDA Juice HACCP regulations under 21 CFR 120.7 require product-specific hazard analysis—parameters validated for one product cannot be assumed for another.
Treating HTST as a Standalone Purchase
Craft producers often treat the HTST skid as a standalone equipment purchase, failing to account for holding tube sizing, utility capacity, or downstream packaging line compatibility until late in the project. This leads to costly modifications, delayed startups, and performance issues. HTST must be designed as an integrated facility system at the outset.
Confusing Pasteurization with Sterilization
Pasteurization extends refrigerated shelf life or enables hot-fill packaging. It does not render products shelf-stable at ambient temperature. Shelf stability requires heat treatment achieving commercial sterility (UHT, for example) plus aseptic packaging. According to USDA/FSIS guidance, shelf-stable foods require both heat treatment and airtight packaging. Craft producers must align their packaging method and storage conditions with the pasteurization outcome they're targeting.
When HTST May Not Be the Right Fit for Craft Beverage Production
Very Low Production Volumes
HTST systems are capital-intensive. Craft operations producing fewer than 200-300 gallons per hour may find that batch pasteurization or high-pressure processing (HPP) offers better economics. Equipment manufacturers typically offer HTST systems starting around 300 GPH, suggesting lower volumes rarely justify the investment.
Product Constraints
Carbonated beverages: Rapid heating expands dissolved CO₂, raising inline pressure and risking carbonation loss. Pressure-managed HTST systems exist, but tunnel pasteurization is generally preferred—it pasteurizes in-package, so carbonation stays intact.
Probiotic products: Heat-sensitive kombucha or kefir can lose live cultures at pasteurization temperatures. HPP or refrigerated distribution without pasteurization are better options for brands where live cultures are non-negotiable.
Unpasteurized craft beer styles: Many craft styles are intentionally left unpasteurized for flavor. HTST doesn't apply unless reformulation is on the table.
When one or more of these constraints applies, a different process technology is usually the cleaner solution.
When Alternatives Are Better Suited
- Tunnel pasteurization: Preferable when product is already sealed in final containers; typical beer targets are ~12 PU (Pasteurization Units), with cider often 20-25 PU
- High-pressure processing (HPP): Preferred when eliminating pathogens while preserving live enzymes or cultures; typical HPP cycles use ~600 MPa for ~3 minutes at refrigerated temperatures
- UHT plus aseptic packaging: Better choice when ambient shelf life is the primary goal
Conclusion
HTST system design for craft beverage production requires a coordinated approach across product characterization, system sizing, facility infrastructure, controls integration, and regulatory validation. These elements can't be treated in isolation—they need to be addressed together from the earliest design phase.
Craft beverage producers who invest in properly designed HTST systems can scale safely, meet compliance requirements, and protect the product quality their brand depends on. That outcome depends on working with partners who understand both the processing science and the facility design—not just one or the other.
Hixson brings that integrated perspective through in-house process engineering, controls and automation, and food and beverage facility design under a single roof. With project experience spanning the Samuel Adams Cincinnati brewery expansion and the Milo's Tea facility, the firm has the cross-disciplinary depth to carry HTST projects from concept through commissioning.
Frequently Asked Questions
What temperature and hold time does HTST pasteurization use for craft beverages?
The classic HTST standard for dairy is 72°C (161°F) for 15 seconds, but craft beverages require product-specific validated parameters. FDA Juice HACCP guidance cites validated examples such as 71.1°C for 3 seconds or 68.1°C for 14 seconds for specific juice products. Each beverage's pH, composition, and target pathogen determines the required time-temperature combination.
How does HTST pasteurization differ from tunnel pasteurization for beer and cider?
HTST treats the liquid before packaging in a continuous flow process lasting seconds, while tunnel pasteurization heats the product after it's sealed in bottles or cans over several minutes. HTST requires less floor space and integrates with filling lines, but tunnel pasteurization preserves carbonation better and requires no pre-fill thermal processing equipment.
Can an HTST system handle carbonated craft beverages?
HTST is challenging for carbonated products because heating expands dissolved CO₂, risking carbonation loss. Pressure-managed HTST systems exist for beer but require careful design. Tunnel pasteurization is typically preferred for carbonated beverages because it pasteurizes in-package, preserving carbonation throughout the process.
What utilities does an HTST system require in a craft beverage facility?
HTST systems typically require:
- Heating source (hot water or steam)
- Chilled water or glycol for cooling
- Compressed air for pneumatic controls and valves
- Electrical power (typically 480V or 208V three-phase)
- Floor drainage for CIP discharge and product spills
How is CIP integrated into an HTST system design?
CIP must be designed into the facility from the outset, not retrofitted. Key requirements include dedicated chemical supply lines, cross-connection prevention (physical disconnect or double block-and-bleed), validated flow paths, and drainage routing that separates CIP discharge from product zones.
What is the minimum production volume that justifies an HTST system for a craft beverage producer?
While no universal threshold exists, HTST equipment is typically available starting around 300 gallons per hour, with most craft installations ranging from 300 to 2,000 GPH. Operations below 200-300 GPH may find batch pasteurization or HPP more economical. The breakeven point depends on product type, shelf life requirements, packaging format, and capital budget.