Introduction
Picture this: a new dairy processing facility is days from commissioning. The process engineer pulls the equipment files and notices something — several key pumps and valves carry documentation stating they were "designed to 3-A principles," but none display the registered 3-A symbol. The regulatory sanitarian arrives for the pre-operational inspection and flags every piece. Production is delayed weeks while compliant replacements are sourced, installed, and re-inspected.
This scenario plays out more often than it should. Equipment that claims 3-A compliance and equipment that has earned the registered 3-A symbol through independent third-party verification are not equivalent — and regulators treat them accordingly.
3-A Sanitary Standards govern hygienic equipment design for food, beverage, dairy, and pharmaceutical processing. For engineers and procurement teams, understanding what they require, how certification works, and how they shape facility design decisions is foundational.
Key Takeaways
- 3-A Sanitary Standards are hygienic design requirements for food and beverage processing equipment, managed by 3-A SSI, a non-profit organization.
- All product contact surfaces must be nontoxic, cleanable, inspectable, and durable under intended operating conditions.
- Certification requires manufacturer testing, CIP documentation, and third-party verification by a Certified Conformance Evaluator (CCE).
- The registered 3-A symbol confirms verified compliance and carries regulatory weight under the PMO and USDA equipment review programs.
- Specifying certified equipment from the start avoids costly commissioning delays and simplifies regulatory acceptance at startup.
What Are 3-A Sanitary Standards?
Origins and Regulatory Foundation
The first standards known as "3-A Standards" were introduced in the 1920s, initially covering milk pipe fittings at a time when glass pipelines and wooden equipment were common in dairy plants. Foodborne illness was rising, and basic hygienic design criteria didn't yet exist for processing equipment.
That changed in 1944, when the U.S. Public Health Service began participating in 3-A standard development, giving the standards a regulatory foundation from the start, not merely an industry recommendation.
Who Manages 3-A Standards Today
3-A Sanitary Standards, Inc. (3-A SSI) is the independent, non-profit organization that develops and maintains the standards. Its membership includes the International Dairy Foods Association, the Food Production Solutions Association, and the International Association for Food Protection, with representatives from USDA and FDA.
Standards are developed through a three-stakeholder consensus process:
- Regulatory agencies (USDA, FDA, state authorities)
- Food and beverage processors
- Equipment manufacturers
A majority of all three groups must approve any new standard or revision before it takes effect — a structure that prevents any single interest from dominating the outcome.
Regulatory Status: Benchmark, Not Regulation
3-A standards are not federal regulations. But they carry regulatory weight. The 2023 Grade "A" Pasteurized Milk Ordinance (PMO) states explicitly that equipment manufactured in conformity with 3-A Sanitary Standards and Accepted Practices complies with PMO sanitary design requirements.
For equipment without the 3-A symbol, regulatory agencies may still use 3-A as guidance to determine compliance, though that determination requires additional scrutiny.
The USDA Dairy Equipment Review program uses 3-A SSI standards as the basis for evaluating equipment under its scope. That said, USDA still conducts its own inspection process and routine plant survey evaluations regardless of whether equipment bears the 3-A symbol.
Core Design Requirements Under 3-A Standards
The Four Foundational Criteria
Every 3-A standard requires equipment to meet four core criteria:
- Nontoxic — materials cannot contribute harmful substances to food products
- Cleanable — all surfaces must be accessible for effective cleaning
- Inspectable — equipment must allow visual verification of cleanliness
- Durable — construction must withstand intended operating conditions
Each criterion translates into specific requirements governing product contact surfaces, permitted materials, and fabrication methods.
Product Contact Surface Requirements
Product contact surfaces must be:
- Smooth, impervious, nonporous, and non-absorbent
- Free of cracks, crevices, pits, and surface defects
- Corrosion-resistant, non-contaminating, and nontoxic
- Finished to a minimum of 32 Ra roughness average
One point that surprises some facility engineers: "product contact surfaces" extend beyond direct food contact. Any surface from which residues, liquids, or condensate can drip or drain into the product stream or open containers is covered.
Material Requirements
Meeting those surface finish requirements starts with selecting the right base material.
Metals: 304 and 316 stainless steel are the primary materials of construction under 3-A standards. 316 stainless steel offers superior corrosion resistance and is commonly preferred for food and pharmaceutical applications where aggressive cleaning chemicals or acidic products are used.
Non-metals: Rubber gaskets, silicone seals, and plastic components must meet separate material-specific standards:
- 3-A Standard 18-03 — governs rubber and rubber-like materials
- 3-A Standard 20-27 — governs plastics
Fabrication and Structural Requirements
Fabrication quality directly affects cleanability. Key requirements include:
- Internal angles must be rounded — no exposed seams or sharp corners
- Welds on product contact surfaces must be continuous and smooth
- Connections cannot create dead ends or recesses where food can accumulate
- Surface defects including pits, folds, cracks, misalignments, and exposed machine threads are prohibited on product contact surfaces
Non-product contact surfaces — frames, legs, supports — also carry requirements. They must be cleanable, corrosion-resistant, and free of features that could harbor pathogens, insects, or rodents.
As of February 2026, 3-A General Requirements Standard 00-02 serves as the current foundational reference that most individual equipment standards point to for shared criteria on materials, surface finish, and construction.
3-A Sanitary Standards vs. 3-A Accepted Practices
Two Types of Documents, Two Distinct Scopes
3-A SSI publishes two categories of documents, and confusing them is a common design mistake:
| Document Type | Covers | Examples |
|---|---|---|
| 3-A Sanitary Standards | Individual equipment items | Pumps, valves, tanks, heat exchangers, instruments |
| 3-A Accepted Practices | Complete processing systems | CIP systems, culinary steam, piping installation, spray drying |
Currently, 3-A SSI maintains 69 Sanitary Standards and 10 Accepted Practices, plus 3 Pharmaceutical 3-A Standards.
Why This Distinction Matters for Facility Design
Specifying 3-A symbol-certified components is necessary — but not sufficient. How those components are installed and integrated into the larger system must also conform to the applicable Accepted Practice.
This is where facility engineering decisions become critical:
- Pipe routing and slope — self-draining requirements under Accepted Practice 605-05
- Dead-leg prevention — connection geometry that eliminates stagnant zones
- CIP circuit design — coverage, velocity, and drainage verification
- Culinary steam quality — governed by Accepted Practice 609-03
- Compressed air — contact with product or product contact surfaces, covered by Accepted Practice 604-05
Each of these system-level decisions can introduce contamination risk that no individual piece of certified equipment can offset. A plant where every component carries the 3-A symbol but the piping has undrainable dead legs or a CIP circuit with blind spots is still a non-compliant facility.
The 3-A Certification Process Explained
Step 1–2: Standard Identification and Procurement
The manufacturer first determines whether a 3-A standard exists for their product. Covered equipment categories include:
- Vessels and heat exchangers
- Pumps, valves, and fittings
- Conveyors and instruments
- Dairy equipment
They then purchase and maintain the current version from 3-A SSI. Using an outdated standard is a common and avoidable error.
Step 3: CIP Performance Testing
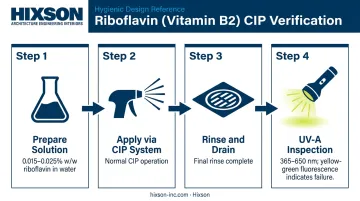
The manufacturer must demonstrate that all product contact surfaces can be adequately cleaned. The riboflavin (Vitamin B2) test is a common method for evaluating cleaning effectiveness — particularly for CIP spray devices and vessel cleaning systems.
The process works as follows:
- Riboflavin solution is prepared at 0.015–0.025% w/w in water
- The solution is applied through the cleaning system as it would be in normal CIP operation
- After the final rinse and drain, surfaces are inspected under UV-A light (365–650 nm range)
- Yellow-green fluorescence indicates residue remaining — any detected failure requires equipment redesign before certification can proceed
Step 4: Third-Party Verification (TPV)
This is what separates legitimately certified equipment from products that are merely "claimed" to be 3-A compliant. A 3-A SSI Certified Conformance Evaluator (CCE) independently visits the final assembly facility and reviews all test documentation. Their sign-off confirms the product meets every requirement of the applicable standard.
No TPV inspection = no legitimate 3-A symbol. The manufacturer's own declaration of conformance is not sufficient.
Step 5: Certificate Issuance and Renewal
Once TPV is complete and approved, the certificate is issued with the following ongoing requirements:
- Certificate is valid through December 31 of the year it is issued
- Renewal notices go out in October; payment is due by December 31
- A new TPV inspection is required every five years
- Certified products may legally display the registered 3-A symbol
According to Food Safety Magazine, installing equipment without verifying 3-A symbol conformance can be costly and time-consuming to correct after the fact. For engineers and facility designers, that means 3-A compliance verification belongs in the equipment specification process — not in a post-construction corrective action report.
Benefits of 3-A Compliance for Food & Beverage Facilities
Regulatory Acceptance at Startup
The PMO explicitly recognizes 3-A conformance as the basis for equipment approval in dairy operations. The USDA Dairy Equipment Review program uses 3-A standards as its evaluation framework. For processors seeking USDA grading program participation or PMO licensure, equipment bearing the 3-A symbol arrives with documented regulatory credibility that reduces the burden of proof during pre-operational inspections.
For new facilities, that translates directly to reduced startup risk. Specifying certified equipment from the design phase means fewer surprises when regulators arrive.
Food Safety and Biofilm Reduction
The design requirements under 3-A standards exist for one fundamental reason: smooth, crevice-free, cleanable surfaces prevent biofilm formation. A 2025 peer-reviewed review published in Antibiotics confirmed that biofilms protect pathogens from conventional sanitation and that surface characteristics are a primary factor in whether bacteria can adhere and persist.
3-A requirements address this at the design level, before cleaning begins, by eliminating the surface conditions that allow biofilm to establish in the first place.
Operational Efficiency and Lifecycle Costs
3-A SSI notes that equipment conforming to its standards helps processors apply modern cleaning methods, increase efficiency, and lower cleaning costs — particularly labor. The geometry that makes equipment certifiable (smooth welds, rounded corners, CIP-compatible flow paths) also makes it faster and cheaper to clean across thousands of production cycles.
Equipment that can't be reliably cleaned in place requires more frequent disassembly, longer cleaning windows, higher chemical volumes, and earlier replacement. Over a 10–15 year equipment lifecycle, the cost differential is significant.
Hixson's Role in 3-A Compliance
Hixson's process engineering team integrates 3-A Standards and Accepted Practices directly into facility designs for food, beverage, and dairy clients. That scope covers full system conformance, not just individual equipment specifications:
- CIP circuit design
- Sanitary piping installation
- Slope-to-drain requirements
- Culinary steam systems
Warren Green, P.E., Hixson's Manager of Process Engineering, serves on the 3-A SSI Steering Committee and as Vice Chair of the 3-A SSI Workgroup on General Requirements. That direct involvement in standards development means Hixson's design teams work with current interpretations, not just published text — a meaningful difference when applying standards to complex multi-system installations.

How 3-A Standards Apply Across Industries and Facility Design
Primary Industries
3-A standards originated in the U.S. dairy industry and still form the backbone of dairy equipment compliance — fluid milk, cheese, cultured products, butter, and spray-dried dairy. Their scope has expanded significantly:
- Food and beverage processing — juices, sauces, prepared foods, beverages, meat processing
- Pharmaceutical manufacturing — 3-A SSI maintains a set of Pharmaceutical standards, with hygienic design requirements that closely parallel food processing applications
This expanded scope reflects the breadth of industries where hygienic design matters. Hixson applies sanitary design principles aligned with 3-A standards across dairy, beverages, meat and poultry, prepared foods, flavors and ingredients, nutraceuticals, and plant-based proteins.
Facility-Level Design Implications
3-A compliance isn't resolved by purchasing a certified pump and calling it done. A fully compliant facility requires engineering decisions at the system level:
- Process piping — sanitary weld specifications, dead-leg prevention, slope for self-draining
- CIP systems — circuit layout, coverage verification, chemical supply integration, drain design
- Culinary steam — quality requirements per Accepted Practice 609-03
- Compressed air — systems in contact with product or product contact surfaces per Accepted Practice 604-05
- Floor and drain design — drainage slope in processing areas, sanitation runoff management
- Spatial access — inspection and cleaning accessibility built into equipment spacing
Each of these is an engineering design decision made before a single piece of equipment arrives on site.
Coordinating Across Disciplines
Designing a facility that fully conforms to applicable 3-A Sanitary Standards and Accepted Practices requires simultaneous coordination across process engineering, plumbing and mechanical systems, controls and automation, and construction administration. A CIP system designed in isolation from the process piping layout will create conflicts. A sanitary weld specification that isn't enforced during construction becomes a compliance gap.
Hixson's 20 integrated in-house technical disciplines (including process engineering, manufacturing engineering, mechanical and plumbing systems, controls and automation, and construction administration) are structured to address exactly this coordination challenge. On three separate projects in 2024, Hixson Construction Administrators identified non-compliant insulation materials installed in GMP spaces and caught the issue before production began.

Had those gaps gone undetected, the outcome could have included production line closures and product recall. That same discipline carries directly into sanitary design: catching misalignments between 3-A requirements and installed conditions while correction is still straightforward.
Frequently Asked Questions
What is 3-A sanitary design?
3-A sanitary design refers to the hygienic design principles established by 3-A SSI for food, beverage, dairy, and pharmaceutical processing equipment. These principles define requirements for materials, surface finish, geometry, and cleanability to prevent contamination and ensure equipment can be effectively cleaned and sanitized.
What are the 3-A hygienic design standards?
3-A SSI publishes 69 Sanitary Standards covering individual equipment categories (pumps, valves, tanks, heat exchangers, instruments) and 10 Accepted Practices governing complete processing systems. Both require equipment to be nontoxic, cleanable, inspectable, and durable under intended operating conditions.
What is 3-A Sanitary Standard 18-03?
Standard 18-03 governs multiple-use rubber and rubber-like materials — including silicone — used as product contact surfaces in food and pharmaceutical processing equipment. It classifies rubber compounds into four classes based on their thermal and chemical resistance, and requires compatibility with CIP cleaning agents and conditions. Hard rubber and RTV silicone adhesives/sealants are excluded from product contact use.
What is a 3-A sanitary connection?
A 3-A sanitary connection — such as a tri-clamp or I-line fitting — is a pipe or component connection designed to meet 3-A hygienic requirements: smooth, crevice-free, easily disassembled for cleaning, and free of threads or dead-end areas where product could accumulate. These fittings are standard in dairy, food, beverage, and pharmaceutical piping systems.
What does 3-A certification mean?
3-A certification (indicated by the registered 3-A symbol) means the product was designed and fabricated per the applicable 3-A Sanitary Standard, with CIP performance tested and documented by the manufacturer. Conformance is then independently verified by a 3-A SSI Certified Conformance Evaluator during a Third-Party Verification inspection.
What is a Class 3-A material under Standard 18-03?
Each class differs in thermal and chemical resistance. Class III materials, for example, handle product exposure up to 120°F (49°C) and cleaning solutions up to 180°F (82°C), while Class I materials withstand higher temperatures including steam sterilization conditions.