Introduction
Dairy processing creates conditions that are uniquely hostile from a food safety standpoint. Warm temperatures, protein- and fat-rich product streams, and constant moisture don't just challenge operators — they actively favor pathogen establishment and biofilm formation when equipment and facilities aren't engineered correctly from the start.
The consequences of getting this wrong are direct: FDA warning letters, product recalls, unplanned shutdowns, and in the worst cases, consumer illness. The FDA's warning letter to Cooperstown Cheese Company following a 2023 inspection illustrates this directly — inspectors found Listeria monocytogenes on a food-contact cutting board, along with rough, pitted floors, persistent leaks, and residue buildup on stainless steel surfaces. Every one of those deficiencies traces back to design or maintenance decisions.
Hygienic design is a foundational engineering discipline — one that must be built into architecture, process, mechanical, and plumbing systems from the earliest design phase, not retrofitted after construction.
This guide covers what dairy processors need to apply those principles in practice: equipment design standards, facility-level requirements, hygienic zoning, CIP system design, and how coordinated A&E execution keeps these systems from working against each other.
Key Takeaways
- Every surface, space, and system must be engineered to minimize contamination risk and support effective cleaning
- Equipment requires corrosion-resistant materials (stainless steel, Ra ≤ 0.8 µm), no dead legs, complete drainage, and hygienic welds
- Facility design must coordinate zoning, traffic flow, air pressure differentials, drainage, and surface finishes before construction
- Hygienic zoning provides layered protection from raw milk receiving through post-pasteurization handling
- CIP procedures must be validated and co-developed with the physical design — never retrofitted afterward
Why Hygienic Design Is Non-Negotiable in Dairy Processing
The Unique Contamination Challenge in Dairy
Milk is one of the most complex soils a processing environment can encounter. Its protein, fat, and mineral content creates layered residues — milk stone from mineral precipitation, fat films, and protein deposits — that adhere aggressively to surfaces. Any equipment geometry or surface finish that lets product pool or hide makes standard cleaning programs ineffective.
Warm processing temperatures compound the risk. CDC data identifies soft cheeses as high-risk Listeria vehicles, with dairy-linked outbreaks documented as recently as 2024. Listeria monocytogenes and Salmonella can establish persistent environmental harborage — and Listeria survives at or below freezing, spreading from initial harborage points to equipment surfaces, drains, and adjacent food-contact areas.
FDA enforcement confirms the pattern. The Cooperstown Cheese inspection found 4 of 50 environmental swabs positive for Listeria monocytogenes on the first sampling day, with a food-contact cutting board among the positive sites. The facility deficiencies cited — pitted floors, residue on tables, persistent water accumulation from a leak — are precisely the conditions hygienic design prevents.
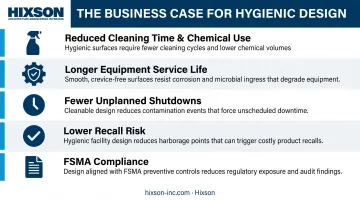
The Business Case for Getting It Right Upfront
Investing in hygienic design at the design stage is significantly cheaper than correcting failures during operations. The costs show up across every stage of plant life:
- Reduced cleaning time and chemical use — cleanable geometry and appropriate surface finishes mean sanitation programs work as designed
- Longer equipment service life — appropriate material selection prevents corrosion and surface degradation
- Fewer unplanned shutdowns — harborage points drive environmental positives that halt production
- Lower recall risk — a well-designed facility reduces the probability of pathogen establishment
- FSMA compliance — 21 CFR Part 117 requires written sanitation procedures, verification, and records; facility and equipment design directly determines whether those programs are achievable
Facilities that build hygiene into the design from day one spend less on sanitation labor, carry lower regulatory exposure, and recover faster when environmental monitoring turns up a positive. The principles that make that possible are worth understanding in detail.
The Core Principles of Hygienic Equipment Design
Standards Framework
Two organizations define the benchmark for hygienic equipment design. 3-A Sanitary Standards Inc. (3-A SSI) is the U.S. standard for dairy and food processing equipment, with roots in the dairy industry dating to the 1920s. The 3-A Symbol, introduced in 1956 and now in use for nearly 70 years, identifies equipment that has been independently verified through Third Party Verification (TPV) to meet 3-A design and fabrication requirements. For dairy processors in the U.S., 3-A certification is the recognized standard for equipment procurement and audit readiness.
EHEDG (European Hygienic Engineering & Design Group) provides the parallel European framework, with certification based on design review against EHEDG guidelines and testing that covers in-place cleanability, steam sterilizability, and bacteria tightness.
The USDA Dairy Grading Branch also publishes guidelines for the sanitary design and fabrication of dairy processing equipment (02/2022), which is a practical reference for U.S. dairy facility projects.
Material Selection
Product-contact surfaces must be:
- Non-porous and non-absorbent
- Corrosion-resistant under both product and cleaning chemical exposure
- Chemically compatible with the CIP agents used in the plant
Stainless steel is the standard material for dairy equipment. AISI 304 is appropriate for neutral dairy product streams. AISI 316/316L offers superior corrosion resistance for acidic applications — whey processing, fermentation, or brine systems — where chloride exposure or low pH would degrade a 304 surface over time.
Food-grade plastics are acceptable for specific components, but every material must be verified compatible with the cleaning and disinfection chemistry used in the facility.
Surface Finish
The 3-A primer specifies a product-contact surface finish of 32 microinch Ra (0.8 µm Ra), free from pits, folds, and crevices. Surface roughness above this threshold creates micro-pockets where bacteria survive cleaning and disinfection cycles — a surface that looks clean can still harbor viable organisms.
Surface condition must be monitored over the equipment's life. CIP cycling, abrasive cleaning, and mechanical wear degrade surface finish over time. Corrosion pitting and improper field grinding can take a compliant surface out of specification without any visible indication during routine inspection.
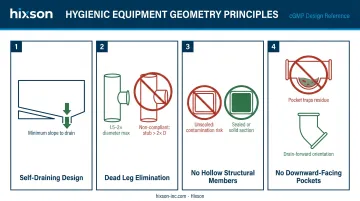
Geometry Principles
Surface finish controls contamination risk at the microscopic level; equipment geometry controls it at the macro level. Whether product and cleaning solution drain completely — or pool and create harborage — depends directly on how the equipment is shaped and oriented:
- Self-draining design — all surfaces must slope to drain, with no horizontal pooling areas
- Dead leg elimination — piping dead legs must not exceed 1.5–2× the pipe diameter in the non-flow direction (the specific threshold varies by standard applied); dead legs that can't be reached by turbulent CIP flow are essentially uncleanable
- No hollow structural members — hollow bodies, unsealed bolt holes, and non-continuously-welded attachments trap product and cleaning solution
- No downward-facing pockets — fittings, instrumentation, and attachments must be oriented to drain, not accumulate
Weld Quality
Geometry and surface finish requirements only hold if fabrication quality matches design intent — and welds are the most common failure point. Continuous welding is required for hygienic stainless steel fabrication. Poor welds — overfilled, undercut, or porous — create the same contamination risk as rough surface finish. A crevice or void at a weld joint is functionally identical to a surface pit: bacteria establish, biofilm forms, and cleaning chemistry can't reach it.
Internal weld quality should be verified by endoscope inspection. In product-contact piping for pasteurized or ready-to-eat dairy zones, additional non-destructive testing is warranted. This verification step is frequently skipped during construction and becomes a persistent food safety vulnerability.
Hygienic Facility Design: From Site Perimeter to Production Floor
The Outside-In Approach
Hygienic facility design starts at the site boundary. Exterior paving, drainage, lighting, and landscaping influence pest pressure and the volume of contamination that reaches the building envelope. The building itself, including wall systems, roof penetrations, door seals, and loading dock design, is the first physical defense layer before interior design begins.
This sequencing matters because decisions made at the site level directly constrain interior design options. A loading dock without effective door seals, or a building wall with poorly detailed penetrations, creates ingress pathways that no interior finish can compensate for.
Interior Surfaces and Drainage
Interior surfaces in dairy processing environments must be non-porous, seamless, and cleanable to a standard appropriate to the hygiene zone they serve. The specific requirements include:
- Floors — impervious, coved at wall junctions, sloped to drain without pooling
- Walls — smooth, non-absorbent, resistant to cleaning chemical exposure
- Ceilings — non-porous, sealed, without exposed ledges or horizontal surfaces that accumulate condensate or debris
- Joints and penetrations — fully sealed; any gap is a harborage point and a pest entry pathway
Floor drainage must be correctly sized, positioned, and sloped. Separate drainage outfalls for raw and pasteurized zones prevent cross-contamination via drainage pathways. That decision must be made before floor slabs are poured, not discovered during commissioning.
HVAC, Refrigeration, and Air Quality
Air quality in dairy processing environments is governed by 3-A Accepted Practice 612-00, Plant Environmental Air Quality. Pressure differentials must be designed so that higher-care zones are at positive pressure relative to adjacent lower-care areas: clean zones push air outward toward less critical areas rather than drawing in contaminated air.
Condensation from refrigeration systems is a significant Listeria harborage risk in dairy plants. Cold surfaces attract moisture, and persistent condensation on ceilings, evaporator coils, and structural elements creates environments where Listeria can establish and spread. Engineering out condensation risk requires more than dehumidification:
- Proper equipment placement to minimize cold-surface exposure in occupied zones
- Adequate insulation on refrigeration lines and surfaces
- Active condensate drainage designed into the building system from the start
Utility Systems and the Sanitation-First Principle
Process water, steam, compressed air, and sanitation supply lines must be designed to prevent cross-connection and backflow. 21 CFR 117.37 covers sanitary facilities and controls, including water supply and plumbing requirements. Without proper backflow prevention, cross-connections can allow non-potable process water to enter product or potable lines — with no visible indication until a contamination event occurs.
The most critical sequencing decision in facility design: the sanitation plan must precede the facility layout, not follow it. Cleaning chemistry, method (CIP, COP, foam-and-rinse), frequency, and validation approach must be defined before room dimensions, drain locations, wall finishes, and equipment positions are fixed. A facility designed around its sanitation program is fundamentally more cleanable than one where the sanitation team is handed a completed design and told to make it work.
Hygienic Zoning in Dairy Processing
The Layered Protection Model
Hygienic zoning creates concentric rings of environmental control around the most sensitive product in the facility. 3-A's framework defines the levels as follows, applied to dairy contexts:
| Zone | Dairy Context | Key Characteristics |
|---|---|---|
| High Care | Open product after pasteurization (RTE dairy) | Strictest surface, air, personnel, and cleaning requirements |
| Medium Care | Raw milk receiving, pre-pasteurization processing | Open product upstream of the kill step |
| Basic Care | Packaging, warehousing, ingredient storage | Controlled environment but not adjacent to open product |
| Non-GMP | Utilities, maintenance areas, exterior | Standard industrial requirements |
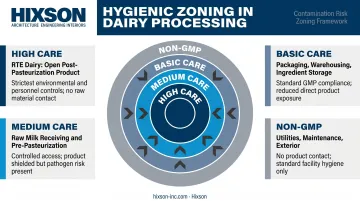
The zone boundary between raw milk areas and pasteurized product zones is the most critical separation in a dairy facility. Cross-contamination across this boundary — whether via drainage, air movement, personnel traffic, or equipment transfer — can introduce Listeria, Salmonella, or other pathogens into a zone where no further kill step occurs.
Zone Boundary Controls
Effective zone boundaries require simultaneous control of multiple contamination pathways:
- Physical separation — walls, airlocks, or segregated corridors between raw and pasteurized zones
- Personnel protocols — dedicated protective garments per zone, with hygiene station transitions (hand wash, boot wash, gowning) at each boundary; one-directional flow prevents personnel from re-entering higher-care areas without decontamination
- Materials and packaging flow — incoming materials must not route through pasteurized zones; packaging and ingredient transfer must follow controlled pathways
- Drainage separation — separate outfalls prevent raw-side drainage from flowing under or through pasteurized zone floor systems
Surface and Air Handling Requirements by Zone
High Care zones require 3-A SSI-compliant equipment and a construction envelope designed to support full washdown. Key surface requirements include:
- Smooth, sealed, impervious floors with coved wall-to-floor junctions
- Non-porous ceilings with no unsealed gaps or penetrations
- No ledges, horizontal surfaces, or equipment positions that block floor or wall cleaning
- Full foaming and washdown-capable infrastructure throughout
Supply air must enter High Care zones at positive pressure relative to Medium and Basic Care areas. Return and exhaust air placement must prevent recirculation of particulates or aerosols from lower-care areas back into the highest-risk zones.
Cold dairy environments add another layer of complexity. HVAC systems must control both temperature and humidity to prevent condensation on cold surfaces — condensation that can itself become a harborage site if not actively managed through design.
CIP Systems and Cleaning Validation in Dairy
Why Dairy CIP Is Complex
Milk soils are layered and require different chemical action to remove each component:
- Alkaline detergent — removes proteins and fats
- Acid wash — removes mineral scale (milk stone)
- Sanitizer — reduces residual microbial load
Each phase depends on achieving adequate temperature, flow velocity, chemical concentration, and contact time simultaneously. When the physical design of the system undermines any of these parameters, cleaning efficacy degrades, often without any visible sign until an environmental positive or failed ATP test surfaces the problem.
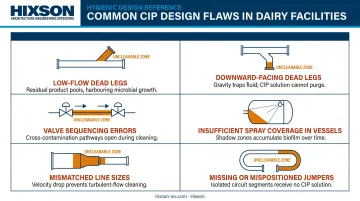
Common CIP Design Flaws
These deficiencies are frequently identified during P&ID review combined with a physical walkdown of the installed system:
- Low-flow dead legs — branches or stubs that don't achieve turbulent flow during CIP cycles
- Downward-facing dead legs — product-filled sections that drain poorly and receive minimal cleaning solution contact
- Valve sequencing errors — incorrectly programmed sequences that leave sections uncleaned
- Insufficient spray coverage in vessels — spray balls or devices that don't achieve full internal surface coverage at the installed flow rate
- Mismatched line sizes — diameter transitions that prevent consistent velocity throughout the CIP circuit
- Missing or incorrectly positioned jumpers — CIP circuits that can't be completed without manual intervention
Operators adjust around these problems, schedules extend, and the underlying design flaw stays buried — until a food safety event forces a root cause investigation.
Validation and FSMA Requirements
Those design gaps also create regulatory exposure. 21 CFR Part 117 Subpart C requires written sanitation controls, corrective action procedures, verification activities, and validation — along with records demonstrating each was performed. Cleaning validation must show that the CIP program, at its specified parameters, achieves the required microbial reduction and residue removal.
A CIP system that was never formally validated is a documentation gap that FDA inspectors will cite, not just a food safety concern.
How Integrated A&E Design Supports Hygienic Outcomes in Dairy
Where Design Failures Actually Occur
Hygienic design failures most commonly happen at the intersection of disciplines. Process engineering specifies equipment without coordinating drain placement with the civil team. HVAC is designed without input from the sanitation program owner. Plumbing routes utility lines without accounting for cleanability of the spaces they pass through.
Each discipline, working in isolation, may be following good hygienic practice. But when design decisions are made sequentially rather than simultaneously, the result is a facility where systems work against each other: a drain positioned where equipment prevents access to it, an HVAC diffuser that creates condensation directly above an open product zone, a utility penetration that breaks the continuity of a zone boundary wall.
The Integrated Approach
When process engineering, architecture, mechanical, plumbing, and manufacturing engineering share a unified design model from the start, these conflicts surface and resolve during design — not during construction or commissioning.
Hixson's team brings this cross-disciplinary coordination to dairy processing projects throughout North America. Warren Green, Hixson's Manager of Process Engineering, serves on the 3-A SSI Steering Committee and as Vice Chair of the 3-A SSI Workgroup on General Requirements — roles that place Hixson at the table where hygienic equipment design standards are developed. Combined with active participation on the IDFA Food Safety Committee, this direct standards engagement means the design guidance Hixson brings to dairy clients reflects current and emerging requirements, not just codified minimums.
Hixson's 20 integrated in-house technical disciplines allow design decisions to be made collectively, including:
- Architecture, civil, and structural engineering
- Mechanical, electrical, and plumbing systems
- Process engineering and controls & automation
- Construction administration

Discipline coordination is a continuous shared process across the project lifecycle — not a series of sequential handoffs between isolated teams.
When to Engage a Design Partner
The earlier, the better. Specifically, early engagement has the greatest impact for:
- Greenfield dairy facilities — hygienic design principles must be embedded from site selection through construction documents
- Capacity expansions or line additions — new equipment and new zones must integrate with existing systems without compromising zone boundaries or CIP coverage
- New product lines with different microbiological profiles — adding RTE cultured dairy to a facility that previously produced only pasteurized fluid milk requires a reassessment of zone requirements, cleaning protocols, and environmental monitoring
- Recurring sanitation failures — facilities with persistent environmental positives often have underlying design deficiencies that operational changes alone won't resolve
Engaging a design partner before equipment is specified — not after — is the point at which hygienic design principles can be built in rather than retrofitted.
Frequently Asked Questions
What is hygienic design in dairy processing?
Hygienic design is the intentional engineering of equipment, surfaces, and facility systems to eliminate contamination harborage, enable effective cleaning, and maintain food safety across the operational life of the plant. In dairy, this means addressing milk soil accumulation, biofilm risk, and the specific pathogen pressures that warm, moist, protein-rich processing environments create.
What are 3-A Sanitary Standards and why do they matter for dairy facilities?
3-A SSI sets the U.S. benchmark for hygienic equipment design in dairy and food processing, covering material specifications, surface finish requirements, geometric design criteria, and weld quality. Equipment bearing the 3-A Symbol has been independently verified through Third Party Verification to meet these standards, supporting both regulatory compliance and third-party audit readiness.
What is the difference between CIP and COP in dairy processing?
CIP (Clean-In-Place) cleans equipment without disassembly by circulating cleaning solutions through the installed system. COP (Clean-Out-of-Place) involves removing components and cleaning them in a dedicated tank or sink. Hygienic design must support whichever method is specified — and CIP suitability requires verified flow velocity, temperature, and spray coverage, not just assumed compatibility based on equipment configuration.
How does hygienic zoning protect dairy processing operations?
Hygienic zoning creates layered environmental control, with the strictest requirements applied closest to open, post-pasteurization product. It regulates personnel traffic, air pressure, surface finishes, and cleaning protocols in each area relative to its proximity to exposed dairy product, preventing contamination from migrating inward from lower-care to higher-care zones.
What materials are recommended for dairy processing equipment surfaces?
Stainless steel with a surface roughness of Ra ≤ 0.8 µm is the standard. AISI 304 suits neutral dairy streams; AISI 316/316L is recommended for acidic or high-chloride environments such as whey processing or brine systems. All materials, including food-grade plastics in specific components, must be verified compatible with the facility's cleaning and disinfection chemicals.
How often should hygienic design be evaluated in an existing dairy facility?
Hygienic design should be evaluated whenever significant equipment changes, line additions, or process modifications occur — and proactively on a scheduled basis, at minimum annually. Surface degradation, equipment wear, and drainage changes can all introduce new harborage points or quietly compromise cleaning efficacy without an obvious alert.