
The USDA Economic Research Service estimates the annual U.S. economic burden of foodborne illness at $74.7 billion in 2023 dollars — a figure that underscores how high the stakes are when monitoring fails. Meanwhile, U.S. manufacturing carried 462,000 open jobs as of March 2026, making skilled labor harder to find and retain.
This guide covers the control systems that power modern food processing facilities, the practical benefits of automation, the compliance requirements that shape hardware and software decisions, and what a well-executed implementation actually looks like — from early controls strategy through commissioning.
Key Takeaways
- Food processing automation uses PLCs, HMIs, SCADA systems, and sensors to control production with minimal manual intervention
- Key benefits: consistent product quality, real-time CCP monitoring, higher throughput, labor optimization, and actionable production data
- Food-grade control systems require hygienic hardware, washdown-rated enclosures, and compliance with FDA FSMA, 3-A Sanitary Standards, and EHEDG
- Successful implementation requires a defined controls architecture integrated from early design phases, not bolted on after equipment is selected
What Is Food Processing Automation?
Food processing automation applies industrial control technologies to manage, monitor, and execute production steps — from raw material intake through mixing, cooking, and packaging — with minimal human intervention.
The Institute of Food Technologists defines food processing as using methods, techniques, equipment, energy, and tools to transform agricultural products such as grains, meats, and milk into food ingredients or consumer products. Automation is what makes that transformation repeatable, traceable, and scalable.
Why Food Is Harder to Automate Than Most Industries
Automating a food facility isn't like automating a metal stamping plant. Several factors make food uniquely complex:
- Raw material variability — moisture content, particle size, texture, and density shift between suppliers, seasons, and even individual batches
- Sanitation requirements — production lines must be cleaned and sanitized between runs, often with high-pressure hot water or caustic chemicals that control system hardware must survive
- Regulatory oversight — FDA, USDA, and state agencies impose monitoring, recordkeeping, and corrective action requirements that directly shape system architecture
None of these challenges make automation impractical. They do mean that system design must account for food-specific constraints from the start — not as an afterthought.
What Modern Automation Actually Controls
A well-designed control system manages the full production sequence:
- Ingredient batching, weighing, and dispensing
- Temperature, pressure, and flow control during cooking or pasteurization
- Conveying, sorting, and transfer between process steps
- Filling, sealing, and packaging operations
- Inline quality inspection and rejection
Key Control Systems in Food Processing
Food processing automation relies on a layered architecture, with each system playing a distinct role. Understanding how these layers connect — and where decisions made at one level affect performance at another — is what separates a well-integrated system from a fragmented one.
Programmable Logic Controllers (PLCs)
PLCs are the foundational building block of plant-floor automation. These industrial computers receive inputs from sensors and field devices, execute programmed logic, and send output commands to motors, valves, actuators, and other equipment. They operate in real time and hold up reliably in harsh plant environments.
Common platforms in food facilities include Allen-Bradley (Rockwell Automation), Siemens, and Omron. Hixson's Controls & Automation team works primarily with Rockwell Automation platforms: ControlLogix, CompactLogix, MicroLogix, and SLC500/PLC5, across dairy, bakery, meat and poultry, beverage, and prepared foods facilities.
PLCs must be programmed and maintained by qualified controls engineers. The logic behind a pasteurization hold or a batching sequence directly affects food safety — this is not an area for improvisation.
Human-Machine Interfaces (HMIs)
HMIs are the operator-facing layer: touchscreen panels or workstations that display real-time process status, allow setpoint adjustments, and log alarms. A well-designed HMI reduces operator error and shortens response time during production upsets.
Hixson's team develops HMIs using Rockwell's FactoryTalk SE, FactoryTalk ME, and RSView32, as well as AVEVA InTouch and Inductive Automation Ignition 8.1. Effective HMI development covers alarm management, navigation structure, and data visualization — all of which determine how quickly operators can identify and respond to process deviations.
SCADA Systems
SCADA (Supervisory Control and Data Acquisition) operates above the PLC level, aggregating data from PLCs and field devices across the entire facility. It enables centralized monitoring, historical data logging, alarm management, and for regulated food facilities, compliance reporting and audit trail generation.
Hixson is a Certified System Integrator for AVEVA System Platform. Key components include:
- AVEVA Application Server — manages process objects and control logic at the supervisory level
- AVEVA Historian — stores time-series process data for trend analysis and compliance reporting
- DA/OI Servers — handle device connectivity and data acquisition from field hardware
Together, these platforms provide the data infrastructure that connects plant-floor operations to enterprise-level reporting.
Distributed Control Systems (DCS)
DCS architecture distributes control differently than a PLC-based system. Where PLCs typically handle discrete or batch processes, DCS is better suited to continuous operations where many process variables must be managed simultaneously: dairy pasteurization lines, beverage blending, and large-scale liquid processing are common examples.
The right choice between the two depends on process complexity, the number of control loops, and how tightly coordinated the process stages need to be.
Sensors and Instrumentation
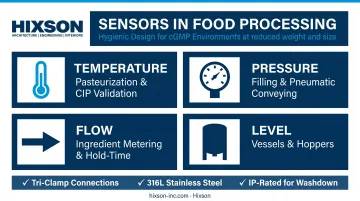
PLCs and SCADA systems are only as good as the field data feeding them. Key sensor types in food processing include:
- Temperature — critical for pasteurization, cooking, and CIP validation
- Pressure — used in filling, pneumatic conveying, and CIP systems
- Flow — essential for ingredient metering and pasteurization hold-time calculations
- Level — for tanks, hoppers, and ingredient vessels
In food environments, sensor specifications are non-negotiable. Hygienic connection types (tri-clamp, DIN), 316L stainless steel wetted surfaces, and appropriate ingress protection ratings for washdown environments must be confirmed before specifying any instrument.
Benefits of Automation and Control Systems in Food Manufacturing
Consistent Product Quality
Automated systems execute recipes and process parameters identically every cycle. There's no batch-to-batch variability caused by operator fatigue, shift changes, or manual measurement error. For a food brand, that consistency directly protects product reputation and reduces the cost of rework, short-fills, and out-of-spec product.
Enhanced Food Safety and CCP Monitoring
Automated control systems continuously monitor Critical Control Points — temperature, pH, flow rate — in real time and trigger immediate alarms or corrective actions when parameters deviate. Manual oversight simply can't match that reliability at production scale.
The FDA's CORE program evaluated 72 food safety incidents and initiated 26 responses in 2024 alone. The ability to detect a deviation, stop the process, and generate an electronic corrective action record is exactly what regulators expect.
Hixson's Controls & Automation team engineers these monitoring functions into thermal processing and pasteurization systems — HTST, UHT, and retort configurations — where real-time CCP monitoring is a compliance requirement built into the system design.
Greater Throughput and Operational Efficiency
Automated lines can sustain consistent output across shifts without the variation introduced by manual operations. Changeover times are reduced when recipe parameters load automatically rather than being set by hand. Two vendor-documented examples illustrate what this looks like in practice:
- Summer Garden Food Manufacturing reduced unplanned downtime and improved machine performance after modernizing their control architecture (Rockwell Automation case study)
- Perry's Ice Cream improved batch mixing consistency, decreased downtime, and reduced operating costs through automated process control (Emerson case study)
These outcomes are achievable — though the specific numbers vary by facility, product, and baseline condition.
Labor Optimization and Workforce Safety
Automation shifts what people do, not whether they're needed. Repetitive, physically demanding tasks move to automated systems:
- Manual weighing and ingredient dosing handled by automated batching
- Continuous temperature checks replaced by real-time sensor monitoring
- Line-speed adjustments managed through PLC-controlled logic
Workers transition into monitoring, quality assurance, and maintenance roles — positions that require more skill and carry lower ergonomic injury risk. On production floors where repetitive motion and heavy lifting drive musculoskeletal injury rates, that shift matters.

Data-Driven Operations and Predictive Maintenance
Modern control systems generate continuous production data. When that data is integrated with IIoT platforms or ERP systems, it enables trend analysis, demand forecasting, and condition-based maintenance. Instead of scheduling maintenance on a calendar, technicians can act on actual equipment performance signals — extending equipment life and reducing unplanned downtime.
Platforms like AVEVA Historian and Ignition's built-in reporting tools make this data accessible without custom development. The payoff is a maintenance program built around what equipment actually tells you — not a calendar date.
Food Safety, Hygiene, and Compliance Considerations
Regulatory Framework
FDA's FSMA preventive controls rule (21 CFR Part 117) requires food facilities to maintain written preventive controls, monitor CCPs at adequate frequency, document corrective actions, validate controls within 90 calendar days of production start, and retain records for at least 2 years. These are enforceable requirements with direct audit trail implications — not administrative preferences.
Beyond FSMA, applicable standards include:
- 3-A Sanitary Standards — voluntary standards for dairy and food equipment that provide sanitary design criteria, with 3-A Symbol use conveying assurance of compliance
- EHEDG guidelines — hygienic design principles for equipment intended for food contact environments
Control system architecture must support electronic recordkeeping, parameter logging, and audit trail generation to satisfy these requirements. That means specifying the right SCADA platform, configuring historian functions, and building exception workflows before the system goes live, not retrofitting them during a regulatory audit.
Hygienic Hardware Design
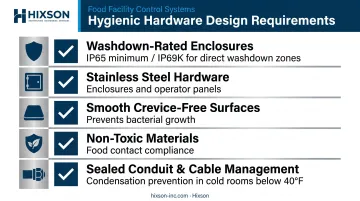
The physical components of a control system must be specified for food environments from the start. Key requirements include:
- Enclosures rated for high-pressure washdown environments (food facilities typically require IP65 or higher, with IP69K for direct washdown zones)
- Stainless steel hardware for enclosures, mounting hardware, and operator panels in wet or high-hygiene areas
- Smooth, crevice-free surfaces that don't trap water or support bacterial growth
- Non-toxic materials for any components with potential food contact
- Sealed conduit and cable management to prevent condensation infiltration — a detail Hixson has specifically addressed in facilities with rooms operating below 40°F
Specifying non-compliant hardware creates two problems: food safety risk and maintenance headaches when components fail prematurely in wash-down conditions.
Automated Traceability and Batch Recordkeeping
Integrated control systems can automatically capture the records that FSMA compliance, customer audits, and recall response all require. When a recall investigation starts, complete and accessible records within hours are the difference between a controlled response and a compliance crisis.
Automated capture typically includes:
- Lot numbers and ingredient usage quantities
- Process parameter logs with timestamps
- CCP monitoring data tied to specific production runs
- Corrective action records linked to batch events
Implementing Automation in Food Processing Facilities
Start With a Controls Strategy Before Equipment Selection
The most common implementation mistake is buying automation equipment before defining the overall controls architecture. A controls strategy should establish:
- System hierarchy: field devices → PLCs → HMI → SCADA
- Network topology and communication protocols
- Data management and historian approach
- Scalability requirements for future line additions
Hixson's front-end project definition process produces User Requirements Specifications (URS) and Functional Design Specifications (FDS) that lock in these decisions before procurement begins.
Integrate Controls Engineering With the Broader Facility Design
Automation systems are deeply interdependent with process design, mechanical systems, electrical power distribution, and facility layout. When controls engineering is brought in late (after equipment is specified and utilities are sized), the result is costly rework, suboptimal equipment placement, and integration failures that surface during commissioning.
Hixson's Controls & Automation team engages from early design phases, working in parallel with process, mechanical, electrical, and architectural disciplines across all 20 in-house technical groups.
The Milo's Tea Company greenfield facility in South Carolina demonstrates this integrated approach: Hixson delivered master planning, process and packaging engineering, building and utilities design, and automation engineering as a single coordinated effort for a 180,000 SF facility.
Plan for Legacy and Enterprise System Integration
Most food facilities aren't greenfield builds. New automation must interface with existing PLCs, utility systems, and ERP platforms. Open, standards-based communication protocols provide the interoperability needed to connect new control systems with existing infrastructure without proprietary lock-in. The two most common options are:
- OPC-UA — vendor-neutral, platform-independent, suited for SCADA and MES integration
- EtherNet/IP — widely used for device-level communication between PLCs and field equipment
Integration testing before go-live catches mismatches between systems that specification documents alone won't surface.
FAT, SAT, and IQ/OQ Commissioning
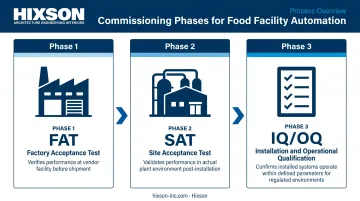
These commissioning phases are critical checkpoints that confirm the system performs as specified:
- FAT (Factory Acceptance Test) — verifies system performance at the vendor's facility before shipment
- SAT (Site Acceptance Test) — validates performance in the actual plant environment after installation
- IQ/OQ (Installation/Operational Qualification) — confirms installed systems operate within defined parameters, particularly important in regulated food and dairy environments
Hixson's process engineering team, led by Warren Green, P.E. — a member of the IDFA Food Safety Committee who also participates in 3-A and SSI steering committees and work groups — provides FAT, SAT, and IQ/OQ services for food facility automation projects. Building performance verification criteria into equipment specifications from the start saves time and cost compared to discovering gaps during on-site commissioning.
Operator Training and Change Management
A well-engineered system will underperform if operators aren't trained to use it correctly. Effective training programs include:
- Hands-on HMI operation practice before go-live
- Clear SOPs for alarm response and setpoint adjustment
- Escalation procedures for process upsets
- Ongoing support after the initial go-live, not just a one-time training session
Automation changes how people work. Change management addresses this directly: communicating why the system is being implemented, how roles are shifting, and what support is available. When that communication happens early and consistently, adoption improves — and the operational gains the system was designed to deliver actually materialize.
Frequently Asked Questions
What are the three types of automated control systems?
The three primary types are open-loop control (executes commands without sensor feedback), closed-loop control (uses real-time sensor feedback to adjust outputs and maintain setpoints), and programmable/computer-based control. That last category includes PLCs, DCS, and SCADA systems, which combine logic execution, feedback, and supervisory functions in a single architecture.
What is SCADA in the food industry?
SCADA (Supervisory Control and Data Acquisition) is a software system that collects real-time data from PLCs and sensors across a food facility. It provides centralized process monitoring, alarm management, historical data logging, and compliance reporting — functions that are essential for FSMA audit trails and rapid response during food safety events.
What are the four stages of process automation?
The four stages move from manual operations to mechanization (machines assist, but humans direct), then to partial automation where PLCs and sensors handle specific tasks. Full automation is the final stage, with integrated control systems managing entire processes and minimal human input required.
What are the four types of automation?
The four types are:
- Fixed (hard): High-volume, single-product lines with minimal flexibility
- Programmable: PLC-driven batch production with configurable recipes
- Flexible: Supports varied products with fast changeovers
- Integrated: Networks production, utilities, and enterprise systems facility-wide
What does an automation engineer do in manufacturing?
An automation engineer designs, programs, and commissions control systems (PLCs, HMIs, SCADA), troubleshoots equipment performance issues, integrates new systems with existing plant infrastructure, and trains production staff on operation.
What are the 4 D's of automation?
The 4 D's identify the primary drivers for automating tasks: Dull (repetitive, monotonous work), Dirty (tasks in unsanitary or harsh environments), Dangerous (tasks with injury risk), and Dear (expensive tasks where automation delivers meaningful cost savings).


