Pilot plants exist to close that gap before it becomes catastrophic.
This guide covers what pilot plants are, when they're genuinely necessary, how the design and construction process works phase by phase, what drives layout decisions, and how to think about costs—written for engineers, project managers, and decision-makers evaluating whether a pilot program makes sense for their situation.
Key Takeaways
- A pilot plant is an intermediate-scale, purpose-built facility that validates a production process before major capital is committed
- Design follows five structured phases: front-end planning, detailed engineering, procurement, construction, and commissioning
- Layout must prioritize flexibility, utility access, safety clearances, and instrumentation infrastructure from day one
- Modular construction compresses timelines, while traditional builds suit permanent, complex installations — cost depends on scope, not method
- Under-investing in front-end planning is the most expensive mistake pilot plant projects make
What Is a Pilot Plant?
As defined by Kirk-Othmer Encyclopedia of Chemical Technology, a pilot plant is equipment operated at a scale small enough to be safely manageable but large enough to realistically demonstrate operating principles and collect meaningful engineering data for commercial scale-up. It sits between bench-scale lab work and full production.
The Three Scales
| Scale | Purpose | Typical Output |
|---|---|---|
| Bench/Lab | Proof of concept | Grams to kilograms |
| Pilot Plant | Process validation, scale-up data | Kilograms to tons |
| Commercial Production | Volume output, cost efficiency | Full commercial scale |
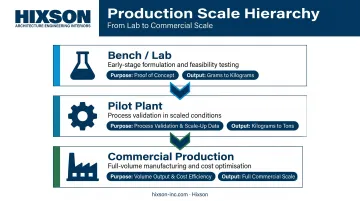
The pilot plant's job is specific: generate real-world process data, validate engineering assumptions, expose unforeseen system interactions, and confirm whether a process is technically and economically viable before larger capital commitments are made.
That question leads directly to the most common decision teams face: when is a pilot plant actually necessary? Organizations introducing new technologies, novel products, or processes with limited scale-up precedent typically need one. Organizations with proven, replicated processes—where scale-up data already exists—generally don't. The deciding factor is how much process uncertainty remains after lab work concludes.
Why Invest in a Pilot Plant?
Technology Validation Under Real Conditions
Lab models can't predict everything. At pilot scale, material behaviors change, system interactions emerge, and equipment limitations surface that no simulation reliably anticipates. Thermal profiles diverge from heat transfer model predictions, mixing dynamics shift, and yield rates that looked solid in batch tests drop under continuous operation.
The pilot plant is where those surprises happen at a cost that's still manageable.
Risk Reduction Before Major Capital Commitment
Kirk-Othmer states directly that pilot plant studies are undertaken to minimize risks because the economic penalty of a plant or process failing to produce as expected can be severe. Identifying a process flaw at pilot scale, where equipment is smaller, teams are fewer, and changes are contained, is fundamentally different from discovering the same flaw mid-construction of a commercial facility.
No universal cost multiplier exists in published research for pilot-scale failure versus full-scale failure. But the mechanism is clear: catching problems earlier means changes remain engineering problems, not construction emergencies.
Data That Drives Investment Decisions
Pilot plants generate the quantitative data that turns a promising laboratory result into a defensible capital investment:
- Actual yield rates under sustained operation
- Real energy consumption figures, not modeled estimates
- Cycle times that reflect true process dynamics
- Quality metrics demonstrating product consistency
- Equipment performance data for full-scale specifications
This data directly informs the business case, project economics, and the design basis for commercial-scale facility planning.
Pilot Plant Design: Phases and Best Practices
Phase 1 – Front-End Planning and Feasibility
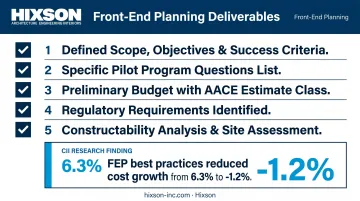
This is where pilot plant programs succeed or fail. Front-end planning (FEP), as defined by the Construction Industry Institute, is the process of developing sufficient strategic information so owners can address risk and decide whether to commit resources. CII's research found that projects applying FEP best practices reduced average cost growth from 6.3% to -1.2%.
For pilot plants, front-end planning must produce:
- Defined scope, objectives, and measurable success criteria
- A specific list of questions the pilot program must answer
- Preliminary budget with estimate class assigned (AACE Class 5 estimates carry accuracy ranges of -20% to -50% on the low side, +30% to +100% on the high side)
- Regulatory requirements identified early
- Constructability analysis and site assessment
Skipping this phase—or treating it as a formality—is the single most cited cause of pilot plant program failure.
Phase 2 – Detailed Engineering and Design
Detailed engineering translates process objectives into buildable design. This phase produces the full technical package:
- Process Flow Diagrams (PFDs) and mass/energy balances
- Piping and Instrumentation Diagrams (P&IDs)
- Equipment specifications and vendor requirements
- 3D modeling for spatial coordination
- Scale-up parameter definition
Scale-up is non-linear. Conditions that held at lab scale—mixing behavior, heat transfer rates, pressure drops—change in ways that aren't always predictable from first principles. Simulation tools help identify process limitations before construction begins, but they work best when anchored to real laboratory data and experienced engineering judgment.
Hixson's process and manufacturing engineering teams develop PFDs, P&IDs, mass and energy balances, and equipment specifications across food and beverage, pharmaceutical, and laboratory sectors—covering everything from dairy and beverages to biologics and cell/gene therapy processes.
Phase 3 – Procurement
Long-lead equipment is where procurement decisions either protect or destroy your schedule. Key activities include:
- Equipment specification development that enables effective OEM selection
- Long-lead item identification early in the phase
- Vendor compatibility assessment against process needs
- Utility requirement coordination between vendor equipment and facility design
Hixson's Process Utilities team specifically oversees the integration of vendor and OEM utility requirements—an often-underestimated coordination task that, when handled late, creates installation conflicts and schedule delays.
Phase 4 – Construction and Integration
Site preparation, equipment installation, piping, mechanical, electrical, plumbing, and controls integration must all work in close coordination. Breakdowns between disciplines are where pilot plant timelines slip and budgets erode.
Hixson's 20 in-house technical disciplines span four groups:
- Building and site design: architecture, structural, civil
- Building systems engineering: electrical, mechanical, plumbing, fire protection, refrigeration, industrial wastewater
- Project controls
- Process engineering: process, manufacturing, automation/controls, process layout, process utilities
All disciplines are co-located and work in parallel from project initiation through commissioning. Cross-discipline decisions—electrical, mechanical, process, controls—get resolved in daily working conversations rather than through formal submittals between separate organizations.
Phase 5 – Commissioning and Process Verification
Commissioning follows a structured sequence:
- Pre-commissioning checks — electrical continuity, hydraulic testing, control system logic verification
- Systems startup — individual systems brought online and verified against design criteria
- Integrated operational testing — full process run against performance specifications
- Documentation — commissioning records that support qualification activities

For pharmaceutical and biotech pilot plants, ISPE guidance notes that properly documented FAT, SAT, and pre-commissioning data can be leveraged into IQ activities, with potential savings of 50% of IQ effort and 15% of overall qualification time. Building documentation strategy into the commissioning plan from the start—not retrofitting it after construction—captures that efficiency.
Over-optimistic commissioning schedules are a leading source of program failure. Treat commissioning budget and timeline as core deliverables—programs that don't allocate adequate time here often lose weeks recovering from startup issues that proper scheduling would have absorbed.
Hixson's Process Engineering and Controls & Automation teams provide FAT and SAT services. Controls & Automation holds Ignition 8.1 certification and certified integrator status for AVEVA System Platform—particularly relevant when data collection infrastructure is the pilot program's primary deliverable.
Pilot Plant Layout: Key Considerations
Flexibility as a Design Requirement
Unlike commercial plants designed for throughput efficiency, pilot plant layouts must accommodate change. Equipment additions, process modifications, alternate flow paths—these happen regularly during pilot operations. Design for them from the start:
- Flexible utility connection points at each equipment station
- Modular equipment arrangements with generous aisle clearances
- Structural loading capacity that anticipates equipment changes
- Available floor area for expansion without major reconfiguration
Utility Infrastructure
Every equipment station needs access to the utilities it might require—not just the ones planned for Day 1. Insufficient or inflexibly located utilities are a common constraint that limits what can be tested.
Plan utility distribution for the broadest anticipated use case—adding capacity later costs significantly more than roughing it in during initial construction. Utility systems to include:
- Process water (RO, DI, high-pressure)
- Compressed air and natural gas
- Steam
- HVAC (including humidity control and pressurization for critical environments)
- Drainage and CIP systems
- Cryogenic gases (for applicable applications)
Safety Clearances and Code Compliance
Pilot plants must comply with the same codes as commercial facilities. Layout must incorporate:
- Adequate egress per IBC Chapter 10 (minimum 7 ft 6 in ceiling height, 1 footcandle minimum illumination at walking surfaces)
- Hazardous area electrical classification per NFPA 497 where flammable materials are present
- Equipment spacing for maintenance access and emergency response
- OSHA PSM compliance for processes involving covered highly hazardous chemicals
- Emergency shutdown system integration designed into the layout
Hixson provides PSM/HAZOP services, hazardous area classification, combustible dust analysis (NFPA 652, 654, 61), and OSHA compliance engineering integrated directly into facility design.
Instrumentation and Data Collection Infrastructure
Data capture is a primary function of the pilot plant. Plan for it architecturally:
- Instrumentation tap points at each unit operation
- Sensor mounting locations in the equipment arrangement
- Data conduit routing to control panels
- Control panel placement that doesn't compromise future equipment access
Roughing in conduit and planning tap locations during design costs a fraction of what it takes to cut concrete and reroute piping after commissioning.
Construction Approaches: Modular vs. Traditional Build
Traditional On-Site Construction
Site-specific fabrication and installation at the pilot plant location suits:
- Permanent facilities on established sites
- Processes too complex to package as modular units
- Situations where site access and labor availability are reliable
Weather, local labor markets, and site logistics introduce schedule variability that modular approaches largely avoid.
Modular Construction
Modular pilot plants are fabricated as pre-assembled skid or module units in a controlled shop environment, then transported and installed on-site. Advantages include:
- Improved fabrication quality control
- Safer working conditions during build
- Reduced on-site labor requirements
- Compressed project timelines
ISPE reports that modular pharmaceutical facility construction can reduce project timelines by up to 50% compared to traditional methods. However, ISPE also notes that modular construction is not automatically cheaper—its primary value is schedule compression and quality control, particularly valuable when speed to market matters or site access is constrained.

That said, modular requires an earlier design freeze. If the process is still highly unstable, locking scope for fabrication before it's settled creates expensive change orders.
Hixson designs modular cGMP facilities—including pre-engineered cleanroom modules and skid-mounted process units—for pharmaceutical, biotech, and CMO/CDMO clients where compressed schedules and regulatory predictability are priorities.
How to Choose
Neither approach wins universally. The decision requires honest assessment of:
- Site conditions and access
- Process complexity and stability
- Timeline requirements
- Long-term use (permanent vs. relocatable)
- Budget structure
Getting this decision right during front-end planning—before detailed engineering locks in assumptions—avoids costly course corrections later.
Pilot Plant Costs: Key Budget Drivers
Cost variability in pilot plants is wide. For historical context, Kirk-Othmer (published 2000) categorized ranges as: bench-top units up to $250,000; development-scale skid/kilo-lab units from $250,000 to $2M; larger semiworks units from $2M to $20M and beyond.
These are historical figures, and current costs will differ based on materials, labor markets, and project scope. Even so, the order-of-magnitude relationships remain useful for early planning discussions.
Key drivers of cost include:
- Process complexity — number of unit operations, control requirements, separation steps
- Materials of construction — stainless steel for food/pharma applications adds significant cost versus carbon steel
- Instrumentation level — heavy data collection infrastructure for R&D pilots costs more than minimal production-grade instrumentation
- Regulatory requirements — cGMP or food safety design standards add engineering and documentation cost
- Engineering scope — how many disciplines are involved and how much design is needed before procurement

Understanding these drivers is only half the equation. How you invest in front-end engineering determines whether those costs stay under control.
The Cost of Under-Engineering
The most expensive pilot plant mistakes consistently trace back to the same source: under-investing in front-end planning and detailed design. Vague objectives create scope changes. Incomplete P&IDs lead to equipment rework. Under-budgeted commissioning timelines extend programs by months.
AACE estimate classification matters here. A Class 5 estimate (0–2% project definition) carries expected accuracy of -50% to +100%. Decisions at that stage carry commensurate risk. Moving to Class 3 or better before major commitments—by investing in front-end engineering—substantially tightens that range.
Cost Control in Practice
- Define scope and success criteria before designing anything
- Validate equipment costs against real vendor quotes early in design
- Carry realistic contingency developed through risk-based methods, not flat percentages
- Build flexibility into the design — it costs more upfront but reduces the cost of inevitable process modifications during operation
- Never cut commissioning budget — a poorly planned commissioning always costs more to recover than to plan correctly from the start
Frequently Asked Questions
What is a pilot plant in simple terms?
A pilot plant is a small-scale, working version of a proposed industrial process, built to test whether that process functions in the real world before committing to full-scale construction. It sits between lab experiment and commercial production, designed to generate engineering data and surface problems while changes are still manageable.
What is pilot plant design?
Pilot plant design is the engineering process of translating process objectives and laboratory data into a functional, buildable facility. It spans process flow definition, equipment selection, utility and layout planning, instrumentation design, safety system integration, and commissioning documentation.
What must a pilot plant layout ensure?
A well-designed pilot plant layout must provide flexibility for process reconfiguration, accessible utilities at each equipment station, adequate safety clearances per applicable codes, and structural capacity for future modifications. All of this must comply with applicable building, fire, and process safety regulations.
What is the difference between a pilot plant and a production facility?
A production facility is optimized for throughput, cost per unit, and operational efficiency at volume. A pilot plant is optimized for flexibility, data collection, and process validation—not output. Layout decisions, equipment selections, and instrumentation levels reflect those different priorities directly.
What are the typical costs of a pilot plant?
Costs vary too widely for a single number to be meaningful. Process complexity, scale, materials of construction, regulatory requirements, and engineering scope all drive the range. Use AACE estimate classes to gauge accuracy at each project phase, and treat any early figure as a Class 5 estimate until definition improves — cutting corners on front-end engineering reliably produces the largest overruns later.